Optyczne maszyny pomiarowe, mikroskopy i projektory, czyli mierzyć możesz, ale nie dotykaj. Część 1: wprowadzenie

Dziś postaram się przybliżyć i scharakteryzować urządzenia, których rola w zapewnieniu jakości nieustannie i zauważalnie rośnie, mianowicie optyczne maszyny pomiarowe.
Czym są optyczne maszyny pomiarowe?
Generalnie optyczne systemy pomiarowe podzielimy pod kątem sposobu odwzorowania obrazu na:
- mikroskopy pomiarowe warsztatowe – analogowo, pokazujące bezpośrednio powiększony obraz, natomiast przesunięcia w osiach mierzące z wykorzystaniem np. głowic mikrometrycznych
- projektory profili – poprzez układ zwierciadeł (pionowe i poziome)
- optyczne maszyny pomiarowe –
Granica między poszczególnymi grupami nie jest oczywiście nieprzekraczalna i jednoznaczna. Naturalnie do grona optycznych systemów pomiarowych można zaliczyć także systemy laserowe, skanery czy nawet lupę, ale w niniejszym artykule chciałbym skupić się głównie na optycznych maszynach pomiarowych, tzw. VMM, a mikroskopom i projektorom należy się niebawem odrębny artykuł.
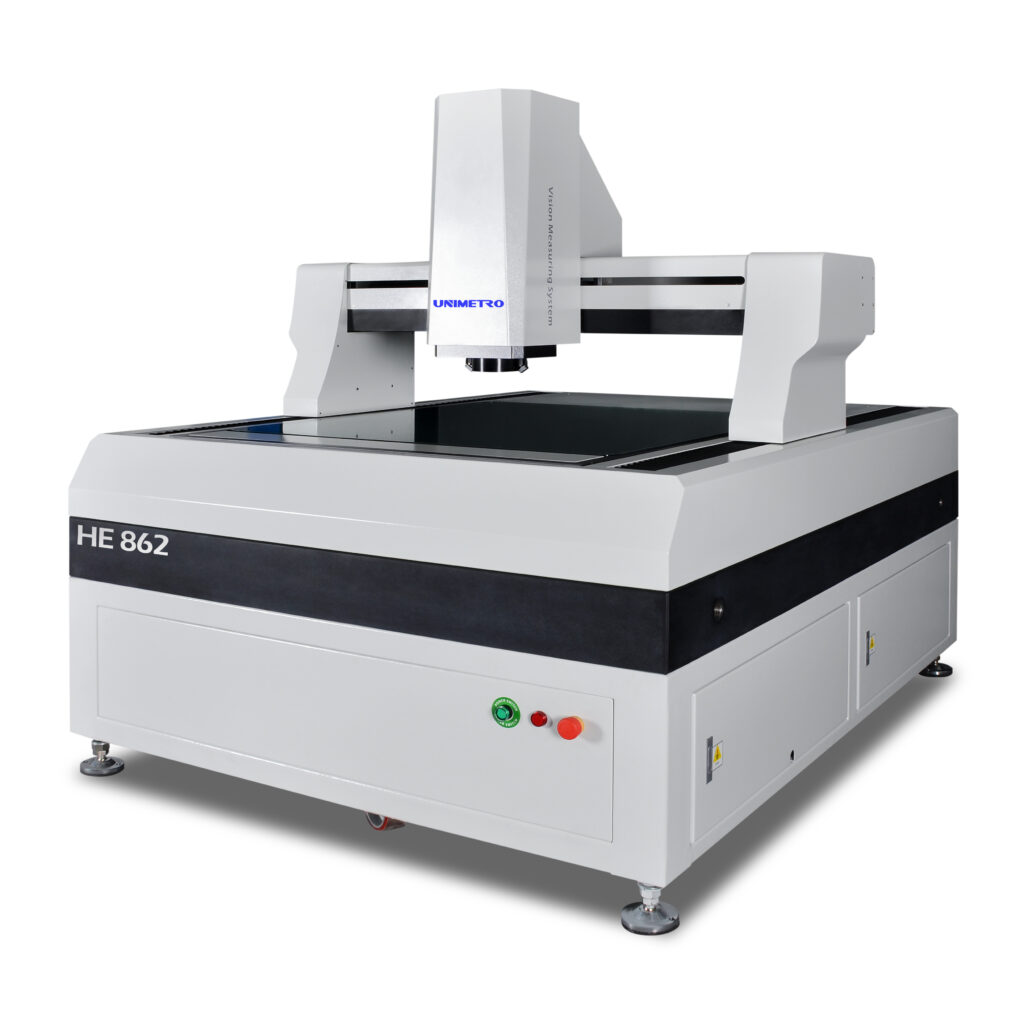
Optyczną maszyną pomiarową nazwiemy urządzenie pomiarowe wykorzystujące aparat/ kamerę do odwzorowania obrazu mierzonego detalu w oprogramowaniu, wyposażoną w cyfrowe odczyty do pomiaru przemieszczeń.
Optyczna maszyna pomiarowa (VMM – Video lub Vision Measuring Machine) to jedno z najpopularniejszych urządzeń do pomiarów bezstykowych obok mikroskopu i projektora profili. Często bywa też nazywane mikroskopem pomiarowym, inne spotykane określenia to np. multisensoryczna, jeśli potrafi wykorzystywać różne metody pomiaru (wiele sensorów) – optyczną, stykową i np. laserową lub światła białego. i łączyć je w jednym programie. Co do zasady mamy zatem sprzęt będący czymś pomiędzy mikroskopem a stykową maszyną współrzędnościową (CMM), w różnych proporcjach.
Pod kątem obsługi VMM dzielą się na:
- manualne (stolik poruszany w obu osiach manualnie, jak w projektorze), zoom manualny (kolumna, oś Z)
- półautomatyczne (autofocus) – stolik obsługiwany manualnie, oś Z zmotoryzowana, automatyczne ostrzenie
- CNC – w pełni automatyczne – zarówno stolik jak i kolumna pionowa poruszają się automatycznie, pozwala to na pomiary seryjne i odtwarzanie programów automatycznie
- one-shot – pomiar jednym przyciskiem w dowolnym ułożeniu detalu na stoliku pomiarowym i decyzja GO/NGO
- dedykowane do konkretnych zastosowań, np. do pomiaru elementów walcowych, obrotowych („shaft”)

Szczypta historii
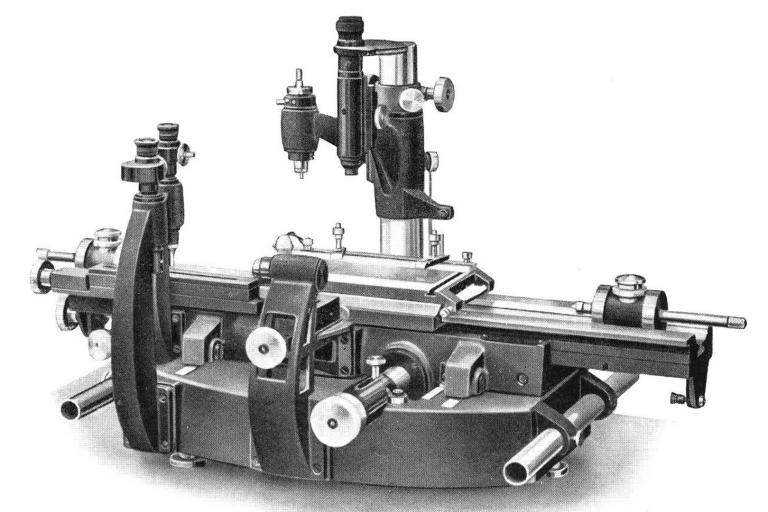
Pradziadkiem optycznych urządzeń pomiarowych jest z pewnością pierwszy mikroskop, a jak mikroskop to i firma ZEISS (końcówka XIX wieku) oraz mający nieoceniony wkład w rozwój urządzeń pomiarowych Ernst Abbe. Na rok 1926 datowany jest pierwszy uniwersalny mikroskop pomiarowy.
Za wynalazcę projektora profili (przez kolejne dziesięciolecia znanego pod nazwą „shadowgraph”) uważa się Amerykanina Jamesa Hartnessa z firmy Jones & Lamson, który to w ten sposób rozwiązał problem z pomiarami gwintu, a działo się to w na początku lat 20 XX wieku.
Od tego momentu przez następne kilkadziesiąt lat to właśnie projektory będą wiodącymi optycznymi urządzeniami pomiarowymi stosowanymi w przemyśle. Swój wkład w ich rozwój wniosą także Włosi – firma Microtecnica w 1954 roku zaprezentowała model z ekranem o średnicy 1000 mm (później także 1500 mm, tego typu duże projektory bywają pieszczotliwie nazywane „cyklopami”).
Do lat 70 doczekają się automatycznej detekcji krawędzi i liniałów odczytowych, które w następnej dekadzie wkroczą w epokę cyfrową, przez co ścieżka ich rozwoju będzie dalej zbliżona do VMM – wzbogacenie o korzyści płynące z komputerów i oprogramowania takie jak analiza CAD i programy pomiarowe…
Rozwój optycznych maszyn pomiarowych jest natomiast ściśle związany z rozwojem techniki komputerowej. Pierwsze tego typu urządzenia powstały w latach siedemdziesiątych XX wieku i były w zasadzie projektorami wyposażonymi w komputery obliczeniowe. Za pierwszą trzyosiową optyczną maszynę pomiarową uznaje się urządzenie znane jako RB-1. Rozwój maszyn optycznych nabrał tempa w latach ’80 wraz z upowszechnianiem się i miniaturyzacją mikrokomputerów. Spora w tym zasługa firmy OGP (Optical Gaging Products)
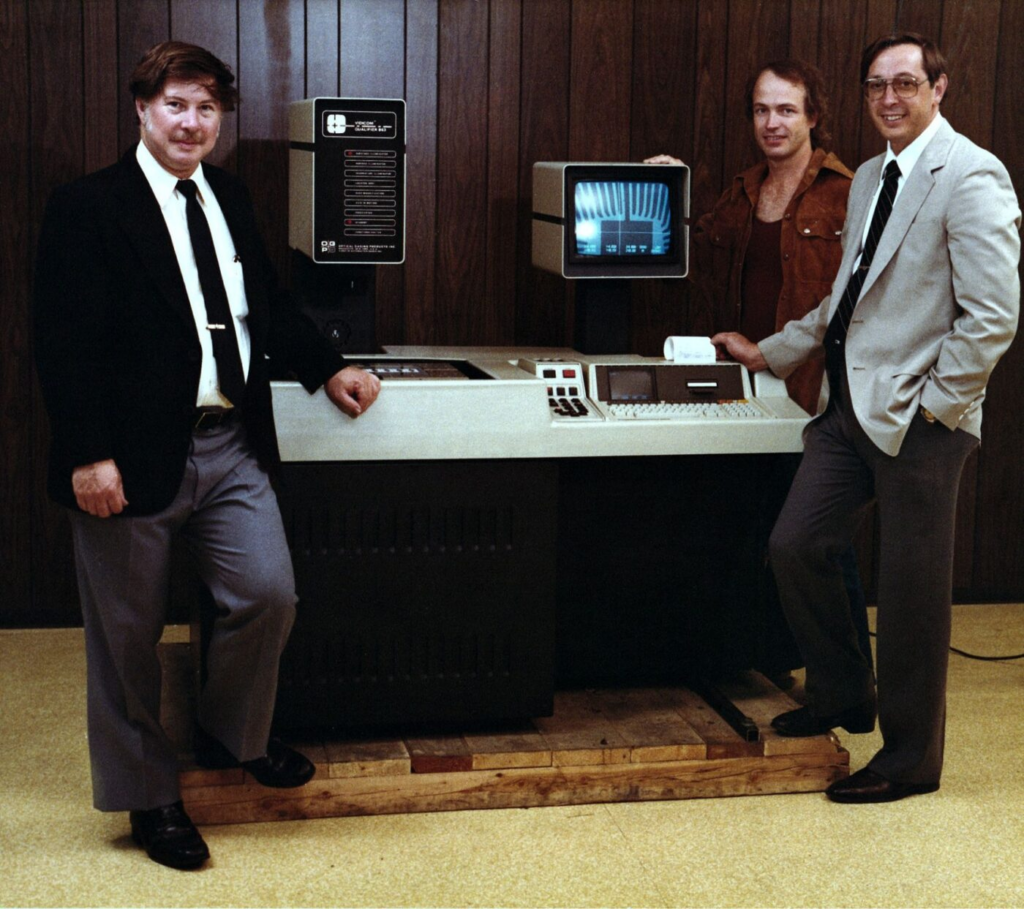
Firmie OGP przypisujemy także pierwsze połączenie z urządzeniem optycznym optycznym sondy stykowej (1986 rok), a więc i pierwszy system określany dziś jako multisensoryczny. Lata 90 przyniosły dalszy rozwój możliwości oprogramowania i zmniejszanie rozmiarów urządzeń optycznych. Historię najnowszą już dobrze znamy – LED-y wyparły żarówki, wprowadzono ekrany dotykowe a rozwój software’u przybliżył nas mocno w stronę pełnej automatyzacji pomiarów…
Cechy optycznych maszyn pomiarowych
Po stronie najważniejszych zalet nowoczesnych optycznych maszyn pomiarowych z pewnością wskażemy:
- bezstykowa metoda pomiaru – nadają się idealnie do pomiaru materiałów elastycznych jak uszczelki, gąbki, folie, papier
- umożliwiają pomiary nieniszczące w wielu sytuacjach, gdzie konieczne było np. przecinanie próbek
- możliwość pomiaru bardzo małych detali z wysoką precyzją, niemierzalnych w inny sposób, np. płytki PCB, elementy elektroniki
- szybkość pomiaru a więc i oszczędność czasu
- wysoka dokładność (błędy MPE rzędu 2-3 mikrometrów)
- uniwersalność – maszyna multisensoryczna w wielu przypadkach może być lepszym wyborem iż osobno mikroskop lub projektor oraz CMM
- precyzyjne pomiary bardzo małych charakterystyk takich jak promienie czy fazki – w wielu sytuacjach niemierzalne inną metodą
- najbardziej efektywna na rynku metoda pomiaru w przypadku małych, płaskich obiektów
- prostota obsługi i montażu – wystarczy podłączenie zasilania, zwykle nie jest potrzebne sprężone powietrze ani szczególne wymagania środowiskowe
- niewielki koszt zakupu i utrzymania – prosta konstrukcja nie wymaga skomplikowanego i drogiego serwisu, kalibracja znacznie tańsza niż CMM
- możliwość przeprowadzania analiz, wad materiału, dokumentowanie zdjęciami
- łatwość obsługi, zwłaszcza w rozwiązaniach typu one-shot oraz dzięki ekranom dotykowym
Wśród wad optycznych maszyn pomiarowych zwykle wskazuje się:
- ograniczony zakres pomiarowy i udźwig stolika
- delikatność konstrukcji stolika z szybą
- długi czas pomiaru urządzeniami manualnymi (dotyczy zwłaszcza projektorów)
- możliwość pomiaru jedynie niewysokich, płaskich komponentów
- pomiary głównie 2D, czasem tzw. 2,5D
Ciekawostka: do pomiarów w osi Z, w tym nawet płaskości powierzchni zastosować można ostrzenie manualne lub autofocus mierząc przesunięcie w pionie pomiędzy punktami ostrości
Oczywiście na wszystkie argumenty za i przeciw znajdziemy rozwiązanie na tak rozwiniętym rynku. Dostępne są maszyny optyczne bramowe, będące hybrydą CMM i VMM, a więc o konstrukcji bramowej, które produkowane są w zakresach powyżej 2000 mm…
Granica między CMM a VMM generalnie mocno się zaciera. Zaawansowana multisensoryczna konstrukcja jest super dokładna i równie, jeśli nie nawet bardziej uniwersalna – oczywiście w pewnym zakresie. Przykładem niech będzie PMS firmy SCHNEIDER MESSTECHNIK:
Przede wszystkim optyka
O jakości maszyny pomiarowej optycznej decydują 3 elementy:
- użyta optyka
- oprogramowanie
- konstrukcja: zastosowane materiały, napędy i liniały
Niezależnie o jakim stopniu zaawansowania i „poziomie wyposażenia „multisensoryczności” mówimy, na pierwszym miejscu w maszynach optycznych jest zawsze optyka. Zastosowany przetwornik decyduje o jakości obrazu, który obrabiany będzie w oprogramowaniu. Podstawą jest wysokiej rozdzielczości kamera z matrycą CMOS. Jakość użytych komponentów da o sobie znać prędzej czy później – o ile z pomiarem konturów poradzi sobie większość kamer, o tyle ziarno od plew odsiewają wymagające zadania pomiarowe takie jak niewyraźne krawędzie, pomiary światłem odbitym pomiędzy powierzchniami o niskim kontraście itp. Uzupełnieniem jakości optyki jest oczywiście oświetlenie. I ponownie – oświetlenie przechodzące raczej nie przysporzy nam problemów w trakcie pomiarów, natomiast już jakość światła odbitego i wygoda programowania np. segmentów pierścienia LED są wyraźnie lepsze w maszynach z górnej półki. Oczywiście w omawianych urządzeniach obraz nierozerwalnie związany jest z oprogramowanie, które go przetwarza. Nowoczesny software jest wysoce zautomatyzowany, automatycznie wykrywa krawędzie i złożone obiekty. Posiada algorytmy poprawiające nieczytelne fragmenty, porównuje do CAD i pozwala na analizę SPC.
W obecnie produkowanych maszynach stosowane są liniały o rozdzielczości 0,5 µm czy nawet 0,1 µm, co zapewnia odpowiednią zdolność przetwarzania zmiany położenia. Rozwiązania te są generalnie zbieżne z aktualnymi trendami w budowie maszyn współrzędnościowych. W kwestii motoryki warto wspomnieć także o dwóch głównych rozwiązaniach:
- maszyny z ruchomym w osiach X i Y stołem i stałą kolumną, na której w pionie pracuje optyka
- maszyny bramowe ze stałym lub pracującym tylko w jednej osi stołem
Co ciekawe maszyny optyczne doposażyć można w dodatkową obrotową oś (4 i 5) ułatwiającą pomiary wałków i elementów osiowo obrotowych.
Dla kogo optyczna maszyna pomiarowa?
Znając cechy maszyn optycznych z łatwością zrozumiemy kto i dlaczego jest ich głównym użytkownikiem:
- branża medyczna, gdzie spora część komponentów jest elastyczna lub w rozmiarach mikro
- branże automotive i aerospace – najczęściej jako uzupełnienie stykowych maszyn współrzędnościowych tam, gdzie ich możliwości nie wystarczą (nota bene tradycyjną CMM można wyposażyć w optyczną sondę pomiarową, ale nie zawsze jest to rozwiązanie zapewniające wymagana jakość pomiaru)
- producenci uszczelek, izolatorów, folii
- producenci podzespołów komputerowych, płytek PCB, elektroniki
Dlaczego rola optycznych maszyn pomiarowych nieustannie rośnie?
Jak wspomnieliśmy w części historycznej – rozwój optycznych maszyn pomiarowych jest mocno związany z rozwojem komputerów i oprogramowania. Dysponujemy coraz większą mocą obliczeniową, kamery mają coraz lepszą rozdzielczość, software wyposażony jest w algorytmy zapewniające coraz lepszej jakości obraz i automatyzację… Mamy więc pierwszy powód – są one po prostu coraz lepsze.
Rozwój technologiczny napędza rynek VMM także od drugiej strony – miniaturyzacja komponentów, wzrost wymaganej precyzji podczas produkcji elementów elektronicznych takich jak płytki PCB automatycznie wskazuje na urządzenia optyczne jako jedyne zdolne do realizacji podobnych zadań pomiarowych.
Równolegle rośnie nacisk na zwiększanie udziału pomiarów bezstykowych, nie tylko tam, gdzie są one oczywiste z uwagi na małe gabaryty czy elastyczne materiały. Chodzi także o możliwość odwzorowywania szybko dużej powierzchni i analizę kształtu – te same cechy, które napędzają rozwój skanerów.
Kolejnym czynnikiem na liście są bez wątpienia rosnące wymagania. Jeszcze kilkanaście lat temu niektóre branże mierzyły „na palec”, krawędź miała nie być ostra, a pewnych rzeczy nie mierzyło się wcale, bo nie było czym. Tymczasem obecnie dążymy do wyrażania każdej charakterystyki przez liczbę – zatępienia krawędzi (BSE – Break Sharp Edge) wyrażane są jako promień bądź kąt i długość fazki. Pomiary te są często wymagające i zapewnienie odpowiedniej relacji błędu systemu pomiarowego do wymagań jest możliwe tylko dzięki metodom optycznym…
Nie bez znaczenia jest także często niedoceniana kwestia tzw. Foreign Object Damage (FOD) – polityka stosowana przez producentów z branży lotniczej zmierzająca do zapewnienia braku wpływu obiektów obcych na funkcjonowanie komponentów samolotów. Brak kontaktu z obiektem mierzonym zmniejsza potencjalne szanse na dostanie się np. fragmentu końcówki pomiarowej.
Optyczne systemy pomiarowe (tzw. wizyjne) stają się też ważnym ogniwem automatyzacji. Kontrola kompletności, wykrywanie wad – systemy pomiarowe bezpośrednio w linii produkcyjnej sprzężone z rozwiązaniami automatycznej selekcji komponentów to chleb powszedni nowoczesnych fabryk. O ile jeszcze kilkanaście lat temu traktowaliśmy je jako mocno zgrubne, tak teraz ta sytuacja się zmienia.
Na koniec
Optyczne pomiary to bez wątpienia ważna i ciekawa gałąź metrologii długości i kąta, zasługująca na osobną kategorię na moim blogu. Również dlatego, że jest to dziedzina bardzo mi bliska i którą szczególnie sobie upodobałem.
W drugiej części dokonamy obiektywnego przeglądu rynku i marek, które są na nim obecne.
Jeśli przymierzasz się do zakupu maszyny optycznej, chcesz doszkolić się w tym temacie lub zlecić pomiary i sprawdzić możliwości tych urządzeń – zapraszam do kontaktu. Mamy u siebie dostępny sprzęt, który z powodzeniem wprowadzi Cię w świat VMM. Zapraszam!









Opublikuj komentarz
Musisz się zalogować, aby móc dodać komentarz.