Działka a rozdzielczość przyrządu pomiarowego. Wpływ zdolności odczytowej na jakość pomiaru i interpolacja jako narzędzie jej poprawy.

Witam czytelników w pierwszym w roku 2023 wpisie na blogu. Dziś – dosłownie – przyjrzymy się jednej z ważniejszych charakterystyk konstrukcyjnych przyrządów pomiarowych wskazujących, jaką jest zdolność odczytowa, czyli ich rozdzielczość lub działka.
Poruszana tematyka ponownie wydaje się oczywista, niemniej spotykam się z kilkoma istotnymi błędami w interpretacji pojęć, z których najbardziej niebezpiecznym jest utożsamianie zdolności odczytowej z błędem przyrządu.
Tradycyjnie zacznijmy od usystematyzowania aktualnych pojęć. Poniższe definicje pochodzą z najnowszego wydania normy ISO 14978:2018 (brak polskiego tłumaczenia, stąd interpretacja własna):
Rozdzielczość przyrządu pomiarowego – najmniejsza możliwa do zaobserwowania zmiana wskazania urządzenia cyfrowego. Wartość, o jaką zmienia się ostatnia cyfra wskazania.

Działka przyrządu pomiarowego – odległość dzieląca dwie sąsiednie kreski podziałki urządzenia z odczytem analogowym.
*W przypadku urządzeń legalizowanych (np. wagi) rozróżniamy pojęcia działki elementarnej i działki legalizacyjnej.

Rozdzielczość i działka są więc niejako terminami opisującymi zdolność, z jaką możemy odczytać wynik pomiaru, odnoszącymi się do urządzenia cyfrowego bądź analogowego. Na starcie dostrzec możemy jedną fundamentalną różnice: rozdzielczość jest ograniczona i nie mamy możliwości jej poprawić – wskazania zmieniają się w sposób skokowy i wszystko co pomiędzy kolejnymi wartościami jest przed nami ukryte. Odczyt analogowy natomiast oferuje nam teoretycznie odczyt bez tego ograniczenia, gdyż możemy odczytać dowolną wartość pomiędzy dwiema kreskami. Oczywiście praktycznie jest to ograniczone i wynika z samej wartości działki, ale daje nam jednak pewne pole manewru, które nazywamy interpolacją.
Interpolacja – podział wartości działki na mniejsze wartości pośrednie.
Dla wielu użytkowników narzędzi pomiarowych interpolacja wydaje się czymś abstrakcyjnym, zapewniam jednak, że w praktyce laboratoryjnej oraz tam, gdzie pożądany jest jak najlepszej jakości pomiar, jest to normalna praktyka. Mówiąc najprościej – interpolacja pozwala nam poprawić jakość odczytu urządzeniem analogowym. Nie jest też żadnym efemeryzmem – jesteśmy w stanie wskazać co najmniej kilka przypadków, gdzie jest wpisana w użytkowanie przyrządu lub wymagana w celu porównania z wymaganiami. Jest tak choćby w przypadku mikrometru analogowego o działce 0,01 mm, dla którego dopuszczalne odchyłki są podawane w mikrometrach, oraz dla przymiaru wstęgowego, gdzie działka wynosi 1 mm, a odchyłki podawane są w dziesiętnych częściach milimetra.
Aby zrozumieć interpolację zapomnij o laboratorium i odnieś ją do sytuacji z życia codziennego:

Interpolacja na przykładach
Przyjrzyjmy się kilku przykładom, które pozwolą nam posługiwać się interpolacją w codziennej praktyce i poprawić w ten sposób jakość pomiarów.
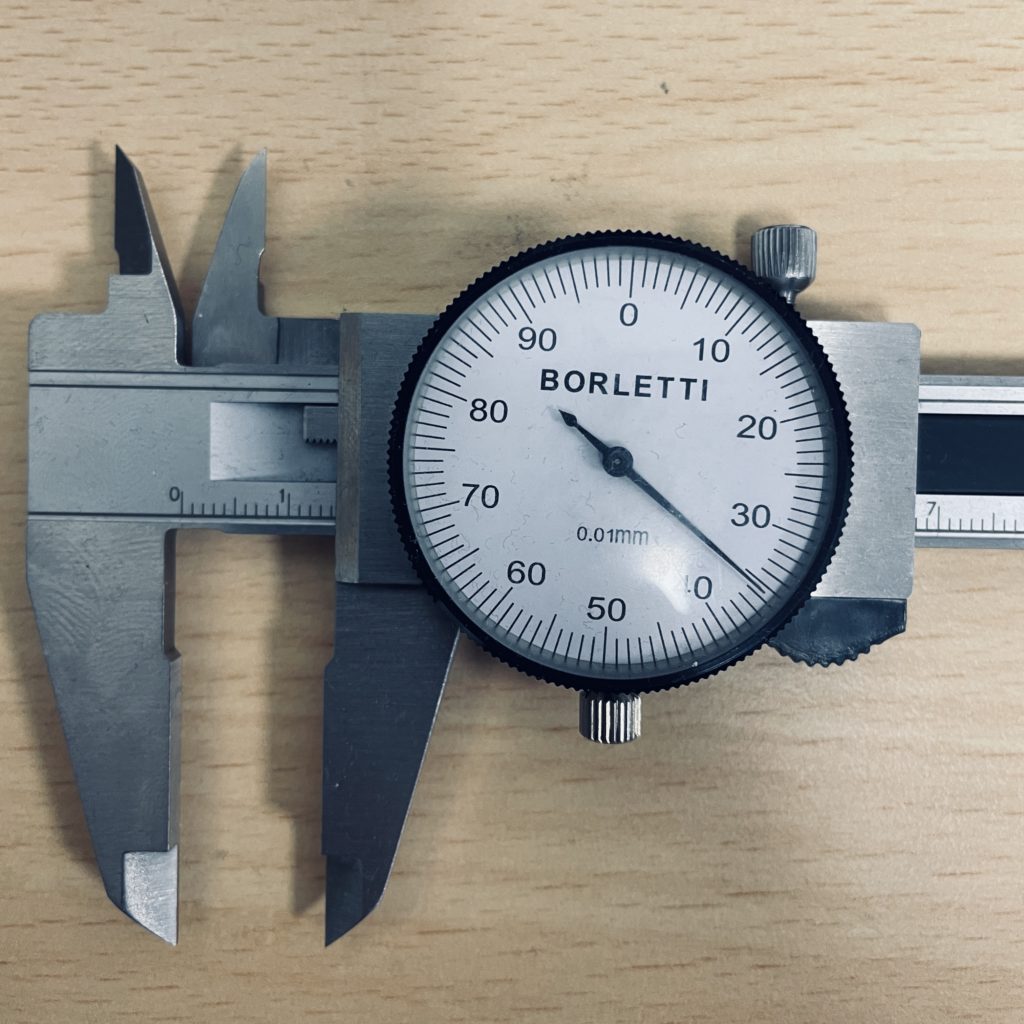
Suwmiarka z odczytem zegarowym umożliwia w zależności od modelu odczyt do 0,01 lub 0,02 mm. Tu wygodny i realny jest podział działki na pół – możemy zatem (nie wnikając w użyteczność ani celowość) odczytać do 0,005 lub 0,01 mm.

W przypadku analogowej głowicy mikrometrycznej sytuacja jest bardziej komfortowa. Wprawione oko bez problemu dzieli działkę 0,01 mm na 10 części pozwalając na odczyt do 0,001 mm. Jak wspomnieliśmy wyżej jest to wymagane, gdyż dopuszczalne błędy wyrażone są w mikronach.

Ciekawy i można rzec skrajny przykład. Siłomierz tego typu ma zaznaczone wskazy 5, 10 i dalej 12N. Można więc iść na łatwiznę i orzec na zasadzie OK/NOK w zależności czy kreska wskazująca znajdzie się między wartościami granicznymi. Można jednak dzieląc działkę, w zależności od położenia kreski odczytać wartość do 1N…
Korzyści i zagrożenia
Jak już wspomniałem, interpolacja pozwala nam zobaczyć więcej. Dlaczego to ważne? Znacie zapewne zasadę doboru narzędzia do zadania pomiarowego pod kątem tolerancji. Może nie wiecie jednak, że niektóre branże, metody czy zastosowania stawiają podobny warunek dla rozdzielczości narzędzia.
Między innymi w przewodnikach MSA można spotkać kryterium doboru narzędzia pod kątem rozdzielczości podobne jak w odniesieniu do MPE, na przykład 10% wartości tolerancji
Jest to super logiczne: chcąc mierzyć wymiary tolerowane dziesiętnych częściach milimetra nie możemy używać narzędzia, które odczytuje również w dziesiętnych. Powinniśmy użyć sprzętu, który odczytuje co najmniej do setnych. Patrzmy na to jak na odrębne kryterium.
Od rozdzielczości czy działki do błędu pomiaru droga jednak daleka!
Nie należy stawiać znaku równości między wartością działki a błędem. Niemniej naturalnie zwykle można przyjąć, że wartość błędu będzie wyrażona w tym samym rzędzie wielkości co działka (suwmiarka – błąd w setkach, mikromierz – błąd w tysięcznych).
Warto także zwrócić uwagę na jeden istotny fakt:
Wartość rozdzielczości podana na wyświetlaczu czy ekranie komputera niekoniecznie odpowiada rozdzielczości zastosowanego układu pomiarowego.
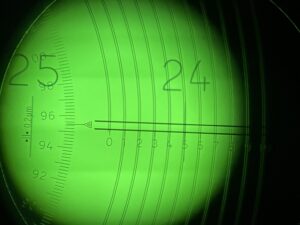
Taka sytuacja jest powszechna choćby w mikroskopach czy maszynach pomiarowych. Użyte liniały mają na przykład rozdzielczość 0,1 mikrometra, a my efektywnie możemy odczytać do 1 mikrometra. Zwróćmy uwagę, że jest to nic innego jak zasada przytoczona kilka ustępów wyżej…
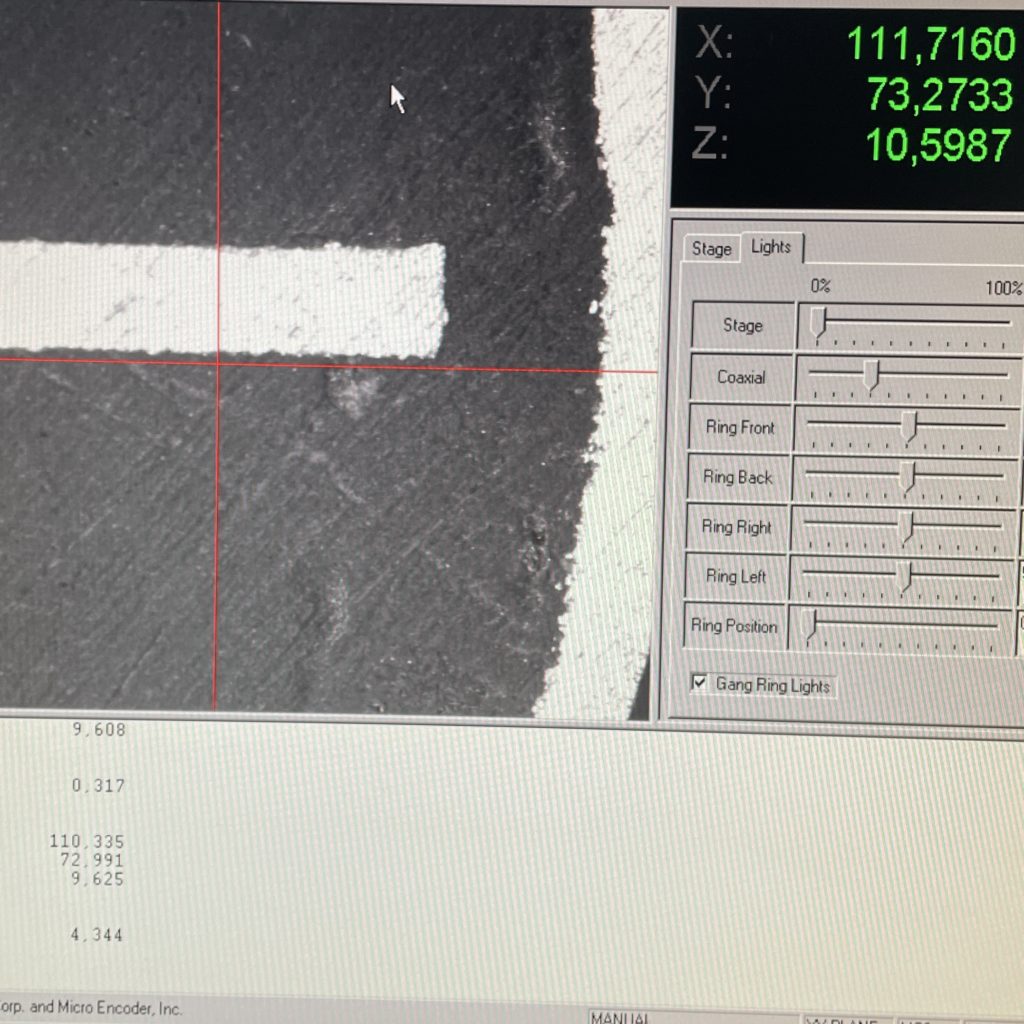
Pewnym zagrożeniem i nadużyciem jest tendencja do przełączania rozdzielczości w ustawieniach komputera czy jednostki odczytowej na lepszą niż faktycznie osiągalna. Spotkam się z tym choćby w przypadku projektorów profili. Wiem, że dobrze to wygląda, ale muszę Was magicy rozczarować:
Jeśli elementem pomiarowym systemu jest na przykład głowica mikrometryczna, zdolna do odczytu do tysięcznej części milimetra, to przestawienie w urządzeniu odczytowym ilości miejsc dziesiętnych na 4 czy 5 w żaden sposób nie wpływa na poprawę jakości czy „dokładności” pomiaru:)
Dochodzimy tu do ważnej kwestii – czy zbyt duża rozdzielczość może być problemem? Odpowiedź brzmi: TAK, ponieważ może prowadzić do nadmiernego rozrzutu wskazań!
(O tym, że problemem może być rozdzielczość niewystarczająca już wiemy)
Rozdzielczość i działka w niepewności pomiaru
Jakość odczytu ma swoje miejsce w każdym budżecie niepewności pomiaru. Nie ma zmiłuj. Dodatkowo jeśli na przykład wzorcujemy urządzenie wskazujące innym urządzeniem wskazującym mamy do czynienia z dwoma składnikami, bo każde z urządzeń może nas w kwestii odczytu okłamać.
Do wyznaczenia składnika niepewności (jego udziału) wynikającego z odczytu bez interpolacji stosujemy poniższy wzór:

Gdzie d to wartość działki/ rozdzielczości.
Jeśli w metodzie stosujemy interpolację (np. dzieląc działkę na pół) wzór ma postać:

Sprawa jest więc prosta. Potwierdza nam się w ten sposób najważniejszy aspekt i celowość poprawiania odczytu:
Im lepsza rozdzielczość czy działka, tym mniejsza składowa niepewności pomiaru z niej wynikająca.
Pamiętajmy jednak, żeby nie „przedobrzyć” i nie spowodować nadmiernego rozrzutu wskazań.
Filozoficznie na koniec
Kończąc chciałbym zwrócić uwagę na filozoficzną wręcz kwestię związaną z odczytem. Każdy odczyt obarczony jest ciężkim do uchwycenia błędem uczciwości operatora. Nie chodzi o celowe działanie, a o fakt, że nasz umysł lubi nam podpowiadać wynik, którego się spodziewa.
Dlatego najlepszej jakości jest ten pomiar, w którym operator decyduje o wyniku nie na podstawie wartości odczytanej, a na podstawie np. pozycji elementu pomiarowego typu krzyż mikroskopu…
Rozważcie to sobie. Ile razy zdarzyło się Wam „dociągać” lub powtarzać pomiar, bo wartość uznaliście za niewłaściwą? A jak bardzo ufacie wynikom dostarczanym przez kontrolerów czy operatorów na produkcji?Prawda jest taka, że to operator jest największym źródłem błędu pomiaru i niestety to „miękkie” cechy decydują często o jego jakości i użyteczności. Idealny system pomiarowy to taki, który od tego wpływu nas uwalnia.
W kwestii odczytu jest jeszcze kilka spraw do dopowiedzenia, jak choćby omówienie zjawiska histerezy oraz porównania wskazań zmieniających się w sposób dyskretny a skokowy, ale to temat na następny wpis.







Opublikuj komentarz
Musisz się zalogować, aby móc dodać komentarz.