

Amerykańska norma na suwmiarki – „ASME B89.1.14-2018 – Calipers” podejmuje w swojej treści kilka ciekawych zagadnień, których nie znajdziemy w ISO 13385-1. Poza kwestiami oczywistymi, jak przełożenie dopuszczalnych błędów na cale, bardzo ciekawy i warty przybliżenia jest załącznik C: niepewność wzorcowania suwmiarki.
Na wstępie za dokumentem uprzedzam, że przyjęta metodyka dotyczy szacowania niepewności wzorcowania suwmiarki w laboratorium na potrzeby zgodności i nie jest właściwa do stosowania w pomiarach produkcyjnych detali.
Przypominam też od siebie, że nie ma jednej i tylko jednej metody szacowania niepewności pomiaru. Każde laboratorium powinno zrobić to samodzielnie, bazując na wytycznych aktualnych przewodników – po więcej odsyłam tutaj.
Dlaczego jednak poświęcam temu zagadnieniu osobny artykuł? Zaznaczam, że nie chodzi mi o polemikę z podejściem czy autorami, ale o spojrzenie z zaciekawieniem, a może nawet zaniepokojeniem.
Źródła i budżet niepewności
W sekcji związanej z określaniem źródeł niepewności niespodzianek nie ma. Wymieniono powszechnie przyjmowane składniki takie jak: ograniczona rozdzielczość, błąd powtarzalności, odkształcenia, wpływ temperatury itp. Klasyka. Zaznaczono, że w zależności od uznanych za wpływające składników budżety, a co za tym idzie i wartości niepewności mogą się różnić.
Metodyka
Przyjęta w normie metodyka zmierza do weryfikacji zdolności urządzenia pomiarowego i ma na celu wyznaczenie błędu wskazania oraz powtarzalności (niewynikającej z operatora a z samego urządzenia) w oparciu o precyzyjnie określony menzurand. Z tego powodu w budżecie niepewności nie uwzględniono:
- błędu powtarzalności wskazań
- wpływu ograniczonej rozdzielczości
Jest to podejście promowane przez pewne kręgi, które to poleca rozróżniać tzw. niepewność testu od niepewności pomiaru w klasycznym ujęciu GUM/ EA-4. Podejście zostało szeroko opisane w normie ISI 14253-5. Generalnie bazuje ono na następujących założeniach:
- rozdzielczość czy powtarzalność nie są składnikami niepewności bo są przedmiotem testu
- menzurandem nie jest wielkość płytki wzorcowej tylko błąd wskazania
- operator jest perfekcyjnie wyszkolony
- dublowanie składników takich jak rozdzielczość w budżecie jest krzywdzące i powoduje fałszywe poszerzenie niepewności pomiaru.
Jest to o tyle ciekawe, że tradycyjnie składniki te do budżetu trafiały i ograniczona zdolność operatora była wykazywana także przy wzorcowaniu. Niewątpliwą zaletą klasycznego podejścia jest moim zdaniem to, że mniejszy dystans dzieli wtedy wartość niepewności uzyskaną przy wzorcowaniu od wartości niepewności w pomiarach. Natomiast rozumiem i przyjmuję podejście autorów w kwestii inaczej zdefiniowanego menzurandu i uzyskanej dzięki temu lepszej zdolności laboratorium do oceny względem wymagań (mniejsza niepewność = lepszy TUR – test uncertainty ratio).
Budżet niepewności w tym ujęciu
W związku z przyjęciem rzeczonego podejścia budżet niepewności uległ znacznemu skróceniu i zawarto w nim następujące składowe:
- błąd wzorca – tolerancja wzorca – płytek wzorcowych, w przykładzie 0,4 µm dla klasy 0
- niepewność ze współczynnika rozszerzalności cieplnej suwmiarki
- niepewność ze współczynnika rozszerzalności cieplnej płytek wzorcowych
- różnice między przyjętymi a rzeczywistymi CTE (coefficient of thermal expansion)
- różnica temperatur wzorca i suwmiarki
Kto temat zna i niejedną niepewność policzył, ten domyśla się, że wartości uzyskane w ten sposób będą kosmicznie niskie, przynajmniej w odniesieniu do suwmiarki:
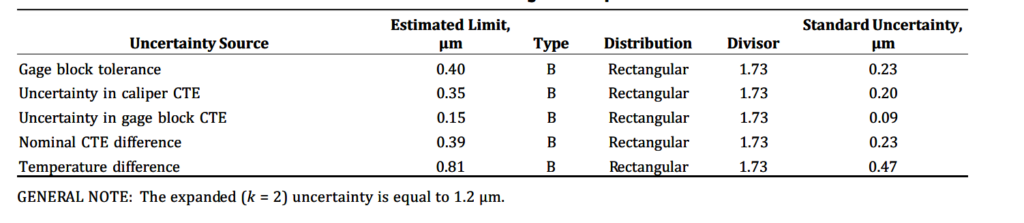
I takie też są: rozszerzona niepewność wzorcowania suwmiarki: 1,2 µm. W tradycyjnym ujęciu tymczasem w zależności od przyjętej przez laboratorium metody raczej spotkamy się z wartościami od 10 µm w górę, a więc dziesięciokrotnie większymi. Co z tego wynika? Wielkość niepewności pomiaru jest najważniejszym elementem wpływającym na zdolność oceny o zgodności. I tak stosując regułę 25% czy też 1:4, którą i omawiana norma przytacza okazuje się, że w podejściu ASME możemy dopuścić znacznie więcej suwmiarek jako zgodne niż stosując podejście uwzględniające wpływ operatora we wzorcowaniu…
Na koniec
Omawiam przytoczone w dokumencie ASME podejście nie po to aby je krytykować bądź polecać, jest ono zresztą zgodne z podejściem z ISO 14253-5. Wskazuje ono jednak na ciekawą argumentację, którą – jeżeli potrafimy wykazać i obronić (najlepiej eksperymentalnie) u siebie, możemy wykorzystać do poprawy efektywności własnych wzorcowań. Tak jak zalecam na szkoleniach: niepewność policzona jest dobrze wtedy, gdy umiemy ją obronić i jest oparta o rzeczywistość zamiast o czysto akademickie dyskusje (oczywiście z gwiazdką, niekiedy i analizy na takim poziomie są zasadne i konieczne).
Na ten moment jednak chciałbym zaznaczyć pewien problem: otóż laboratoria wzorcujące bazujące na tradycyjnym podejściu tracą. Jeśli więc uda się nowe podejście obronić – będzie to na korzyść zdolności pomiarowej laboratorium.
Jeśli niepewność pomiaru zawitała już do Ciebie i chciałbyś nauczyć się liczyć ją i wykorzystywać w sposób zrozumiały i efektywny – napisz do mnie.





Opublikuj komentarz
Musisz się zalogować, aby móc dodać komentarz.