Noniusz, podziałka, spirala. Jak prawidłowo „czytać” analogowe przyrządy pomiarowe?
Witajcie. Dziś przyjrzymy się popularnym rozwiązaniom umożliwiającym odczyt wyników pomiaru, w jakie wyposażone są analogowe przyrządy pomiarowe. Trwająca od wielu już lat batalia pomiędzy zwolennikami cyfrowych a analogowych urządzeń pomiarowych jest stałym punktem rozważań na moich szkoleniach. Bardzo się cieszę, bo nic tak nie skłania do zagłębienia się w temat niż eksperckie dyskusje. Punktów widzenia jest co najmniej kilka, niemniej na ten temat pisałem już tutaj, a dziś chciałbym skupić się wyłącznie na rodzajach odczytu analogowego.
W dobie wszechobecnych wyświetlaczy cyfrowych, umiejętność odczytu z analogowych narzędzi staje się powoli wiedzą tajemną. A jednak to właśnie one często oferują niezawodność i specyficzny rodzaj „czucia” pomiaru, którego brakuje cyfrowym odpowiednikom. Osobiście korzystam z dobrodziejstw „cyfry”, ale działam na styku tych dwóch światów i tego samego oczekuję od Metrologów przez duże M. Zresztą rzeczywistość laboratorium wzorcującego po prostu tego wymaga.
Statystyki wzorcowanych w naszym laboratorium przyrządów wykazują, że elektronicznych jest tylko o 30% więcej niż analogowych
Trend wśród nowego pokolenia naszych metrologów jest jednak jasny: czytanie noniusza to ginąca umiejętność. Na szkoleniach widzę czasem zakłopotanie gdy pytam o umiejętność pracy z suwmiarką noniuszową – spokojnie, jestem od tego żeby uczyć a nie wytykać ignorancję i popisywać się umiejętnościami. Nie ma się ani czego wstydzić ani bać! Gdy zrozumiesz „analogi” będziesz jeszcze lepiej rozumiał „cyfrę”.
Podziałka
Podziałka to najprostszy sposób na realizację wskazania przez przyrząd pomiarowy wskazujący.
Ciekawostka historyczna: Ślady pierwszych „linijek” z kości słoniowej odnaleziono w dolinie Indusu i datuje się je na 2500 lat p.n.e.
Odczytując z samej tylko podziałki np. przymiaru nasza zdolność odczytowa równa się wartości podziałki, czyli w tym przypadku wynosi najczęściej 1 lub 0,5 mm. Znając zasady prawidłowego doboru przyrządu do zadania pomiarowego możemy przyjąć, że realizowane tą metodą pomiary są na ogół zgrubne – do pełnych milimetrów. Odczyt możemy poprawić do dziesiętnych części poprzez interpolację (odsyłam do wpisu linkowanego we wstępie), jednak i tak nie zmienia to faktu, że nie powinniśmy poruszać się w obszarze wymiarów tolerowanych w dziesiętnych częściach milimetra.
Uwaga: bardzo często spotykam się z określeniem „dokładność” w miejsce działki czy rozdzielczości. To błąd. Mogę wyobrazić sobie urządzenie o działce 0,01 mm i błędzie 0,5 mm – nie ma problemu (choćby tzw. błąd „półmilimetrowy” w mikrometrach, ale nie tylko). Polecam patrzeć na działkę i rozdzielczość jak na parametr, który mówi nam ile możemy zobaczyć. Sam lubię używać terminu zdolność odczytowa.
Podziałka nanoszona jest liniowo bądź na okręgu jak np. w czujniku tarczowym czy manometrze.
Najważniejszym błędem jakiego należy unikać mierząc przymiarami jest błąd paralaksy występujący wtedy, gdy na odczyt spoglądamy z pewnego kąta, zamiast idealnie prostopadle.
Podziałka ze wskazówką
W metrologii długości odczyt analogowy w postaci podziałki ze wskazówką spotykamy najczęściej w czujnikach tarczowych. Czujniki najczęściej wyposażone są w dwie skale i dwie wskazówki. Mała tarcza wskazuje całe milimetry, duża części setne bądź tysięczne. W komparatorach spotkamy także mniejsze wartości działki typu 0,5 mikrometra, a typowo 1.
Wskazówka zapewnia stosunkowo szybki odczyt, jednak również podatny na błąd paralaksy.

Noniusz
Noniusz to powszechnie stosowane rozwiązanie, które pozwala zobaczyć więcej niż pozwala na to klasyczna podziałka kreskowa. Koincydencja (zjawisko pokrywania się kresek) będzie zawsze skuteczniejsza niż interpolacja, stąd dzięki noniuszowi możemy przejść na poziom odczytu poniżej 0,1 mm. Noniusz najczęściej występuje w urządzeniach suwmiarkowych czy kątomierzach uniwersalnych.
Ciekawostka: słowo noniusz pochodzi o nazwiska portugalskiego matematyka Pedro Nunes / Petrus Nonius, który jako pierwszy wpadł na pomysł poprawiania odczytu dzięki działce pomocniczej. Pierwszym, który skonstruował przyrząd był z kolei francuski matematyk Pierre Vernier. Vernier nazwał swój wynalazek „nonius”, ale dziś w języku angielskim na określenie noniusza używa się słowa „vernier”…
Obecnie produkowane urządzenia noniuszowe, głównie suwmiarkowe, wyposażane są w noniusze 0,05 lub 0,02 mm. Noniusz 0,1 mm spotykany jeszcze w obiegu odchodzi w zapomnienie. Kluczem do zrozumienia noniusza jest zjawisko koincydencji kresek oraz fakt, że ludzkie oko jest niezwykle wrażliwe na najmniejszy brak współliniowości dwóch segmentów. O wiele łatwiej jest nam stwierdzić, czy dwie kreski tworzą jedną, idealnie prostą linię, niż ocenić, w którym miejscu pomiędzy dwiema kreskami podziałki głównej znajduje się krawędź mierzonego przedmiotu.
Noniusz wykorzystuje tę zdolność, tworząc serię kresek na skali pomocniczej, które są minimalnie inaczej rozmieszczone niż kreski na skali głównej. Podczas pomiaru tylko jedna z kresek noniusza idealnie pokryje się z którąś z kresek skali głównej. Numer tej właśnie kreski noniusza zdradza nam, o jaką ułamkową część działki głównej przesunięta jest skala noniusza.
Ogólny wzór na wartość noniusza
Wartość noniusza i można obliczyć ze wzoru:
i = a / n
Gdzie:
- a – długość działki elementarnej podziałki głównej (najczęściej 1 mm).
- n – liczba działek na skali noniusza.
Przykład:
- Dla noniusza z 10 działkami: i = 1 mm / 10 = 0,1 mm
- Dla noniusza z 20 działkami: i = 1 mm / 20 = 0,05 mm
- Dla noniusza z 50 działkami: i = 1 mm / 50 = 0,02 mm
Oczywiście z racji uwarunkowań geograficznych opisujemy tu noniusze metryczne – w calowych odmianach spotkamy wartości 1/128 i 1/1000 cala…
Długość skali noniusza i moduł
Długość całkowita skali noniusza Ln jest również kluczowym parametrem, opisanym wzorem:
Ln = n * dn = (n – m) * a
Gdzie:
- n – liczba działek noniusza.
- dn – długość jednej działki noniusza.
- a – długość działki elementarnej skali głównej.
- m – moduł noniusza, który jest liczbą całkowitą (zwykle 1, 2, rzadziej 0).
Moduł noniusza określa, jak bardzo „rozciągnięta” jest skala noniusza. Najczęściej spotykany jest moduł 1, co oznacza, że n działek noniusza mieści się na długości n-1 działek skali głównej (np. 10 działek noniusza na 9 mm skali głównej).
Jak czytać noniusz?
Temat wydaje się przerobiony na wszystkie sposoby, podejdę więc do niego w formie porad zamiast kolejnego opisu samej metody,
Porada 1: jak szybko zidentyfikować noniusz?
- Cyfry na suwaku oznaczają części dziesiętne. Jeśli na suwaku między kolejnymi cyframi jest tylko jedna kreska, to noniusz ma wartość 0,05 mm. Kolejne odczyty to 0,1; 0,15, 0,2 itd. aż do 1 mm. Dycha, półtorej, dwie dychy…
- Jeśli między kolejnymi cyframi na suwaku kreski są 4, patrzysz na noniusz dwusetkowy. 0,1; 0,12; 0,14; 0,16; 0,18; 0,2 mm….
Porada 2: jak czytać noniusz błyskawicznie?
Odczyt pełnych milimetrów jest banalny: ostatnia liczba na liniale przekroczona przez zero na suwaku. A dziesiętne i setne? Znajdziesz poradniki, które radzą liczyć kreski i mnożyć razy wartość noniusza… Po co? Następnym razem czytaj noniusz jak mistrz!
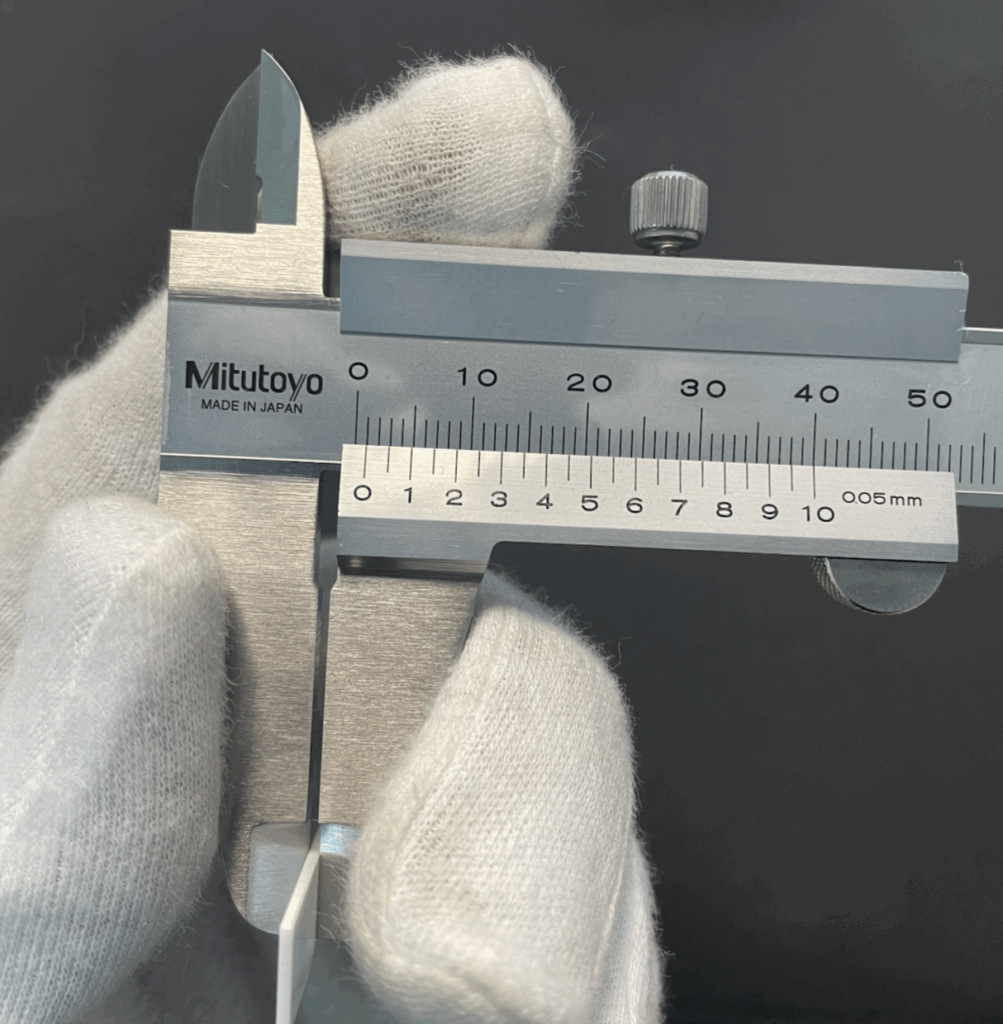
- Patrz na pierwszą kreskę na suwaku – zero. Jaka jest ostatnia wartość milimetrów (kresek na liniale), którą zero przekroczyło? Przyspiesz proces, nie licz kresek od lewej. W przykładzie poniżej – przekroczone 19, bo do 20 kreski (oznaczona 2 cm) nie dochodzi.
- W tym samym kroku zobacz w jakim położeniu między 19 a 20 kreską wypada kreska zerowa – w przykładzie poniżej widzimy, że w połowie. Już na tym etapie wiesz, że wynik będzie w okolicy 19,5 mm
- Przeskocz wzrokiem na suwak w okolice cyfry 5 (0,5 mm) i szukaj która linia na suwaku idealnie pokrywa się z tą na liniale. W przykładzie poniżej dokładnie 5. Możesz ewentualnie ocenić czy nie jest to jedna w lewo (0,48) lub w prawo (0,52).
- Ustalamy wynik z poniższego przykładu na 19,50 mm.

Jeśli wzorcujesz i znasz dokładnie wartość wzorca (niżej: płytka wzorcowa 1 mm), to nie baw się w odczyt o początku. Zero od razu pokazuje, że do pełnego milimetra brakuje. Od razu potwierdzaj patrząc na 10 na suwaku, której to pozycja w lewo lub w prawo o względem kreski na liniale pokaże odchyłkę jednej działki w minus lub plus. Podczas wzorcowania rzadko jest więcej… UWAGA: o ile przy noniuszu 0,02 mm mówimy o idealnym przedłużeniu (koincydencji) kresek, tak przy 0,05 skłaniamy się bardziej ku ostatniej przekroczonej. Odczyt poniżej: jedna działka w lewo od pełnego milimetra, 0,95 mm:
Ponownie największym źródłem nieprawidłowych odczytów jest błąd paralaksy, czyli „patrzenie pod kątem”. Błąd ten rośnie wraz ze zmniejszaniem wartości noniusza. Możemy także powiedzieć, że wraz ze zmniejszaniem wartości noniusza spada jakość naszej oceny koincydencji. W suwmiarce z noniuszem 0,02 mm odczyt nie jest tak oczywisty jak w „pięciosetkowej”. Noniusz 0,05 mm wydaje się najlepszym kompromisem między jakością a szybkością pomiaru i odczytu.
Błąd paralaksy może być zmniejszany poprzez rozwiązania konstrukcyjne takie jak suwak z noniuszem na tej samej wysokości co liniał suwmiarki (vide model z przykładów powyżej) czy umieszczenie kresek noniusza pod kątem tak, że faktycznie mamy bardziej do czynienia z punktem styku niż przedłużeniem linii.
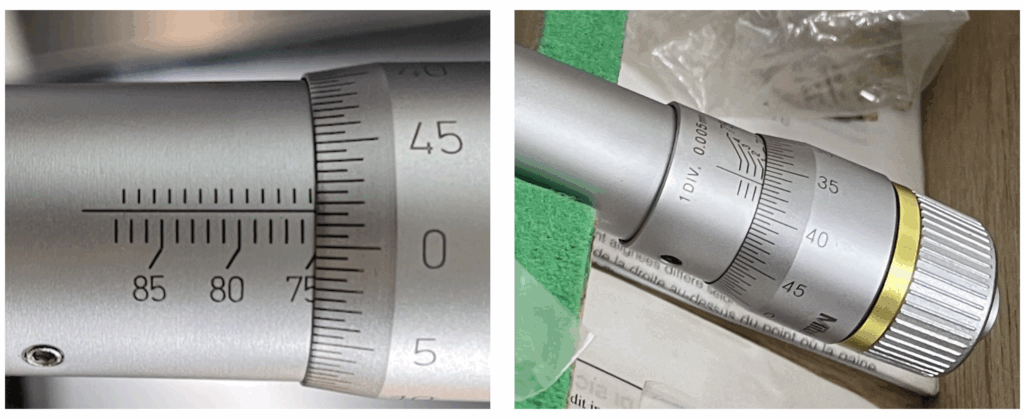
Podziałka mikrometryczna
Podziałka stosowana w mikrometrze analogowym potocznie również bywa nazywana noniuszem, choć faktycznie nim nie jest (chyba, że mówimy o mikrometrze analogowym z dodatkową podziałką mikronową – stosunkowo rzadko spotykany typ). Na tulei naniesiono kreski pionowe odpowiadające całym i połówkom milimetrów, natomiast na bębnie poziome kreski wskazujące wartości dziesiętne i setne. Elementem wskazującym jest tu krawędź bębna. Ponieważ mikrometrem odczytywać możemy odczytywać do tysięcznych (i wprawny metrolog robi to automatycznie), stosujemy interpolację – teraz elementem wskazującym jest pozioma kreska na tulei.

Co jest wzorcem w mikrometrze analogowym?
Gwint, a ściślej jego podziałka równa 0,5 mm.
Wartości podane powyżej mogą się różnić w zależności od rodzaju urządzenia mikrometrycznego. Na przykład średnicówka mikrometryczna trójpunktowa może mieć działkę na bębnie 0,005 mm.
O ile w noniuszu w zasadzie nic oszukać nas nie może, tak w mikrometrze już owszem. Wspomniałem na wstępie o błędzie półmilimetrowym. Pojawia się on w wyniku nieprecyzyjnej adiustacji, kiedy to nowa pozycja krawędzi bębna nie wskazuje jednoznacznie na pozycję względem podziałki na tulei (kreska pozioma widoczna czy niewidoczna?). W konsekwencji istnieje ryzyko różnej interpretacji wskazania przez różnych operatorów powodując różnice w odczycie właśnie o wartość jednego obrotu bębna czyli 0,5 mm. Dla metrologów z precyzyjnego laboratorium brzmi to abstrakcyjnie, ale kto mierzył na hucie, lub wzorcował stare mikrometry z bogatą historią ten wie o czym mówię…
Dlatego ważne jest odpowiednie podejście do adiustacji głowic mikrometrycznych. Wymaga to zegarmistrzowskiej precyzji, ale cóż – taki nasz zawód. Ustawiajmy bęben tak, aby krawędź wypadała idealnie w połowie poziomej kreski na tulei. Oczywiście wiem, że nie zawsze jest to wykonalne.
Błędu paralaksy nie unikniemy i tutaj. Wydaje się wręcz, że z racji ułożenia kresek na powierzchni walcowej bębna odczyt jest jeszcze bardziej wrażliwy na kierunek patrzenia. Lekkie przesunięcie głowy w górę lub w dół powoduje wyraźne zmiany odczytanych wartości, zwłaszcza przy ocenie części tysięcznych.
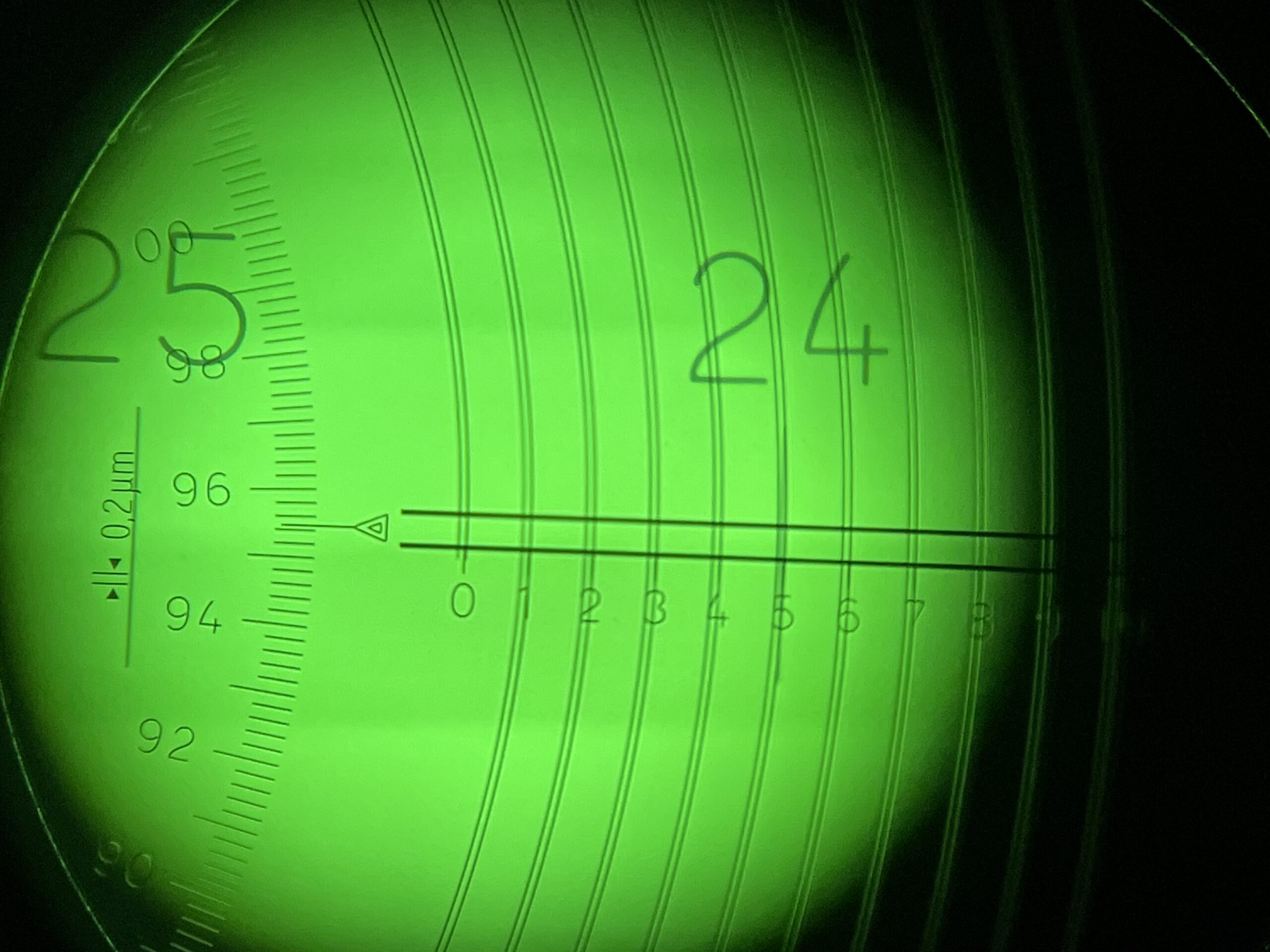
Spirala Archimedesa
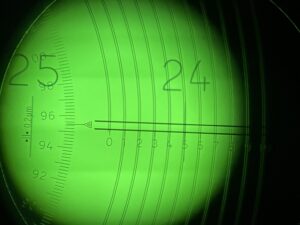
Analogowe przyrządy pomiarowe bywają (bywały) także wyposażone w tzw. spiralę Archimedesa. Oczywiście najważniejszym urządzeniem pomiarowym z tym rodzajem odczytu jest długościomierz poziomy Abbego. Występował w dwóch odmianach: z podziałką 1,0 i 0,2 mikrometra i uwierzcie mi – jesteśmy w stanie uzyskać powtarzalność odczytu równą jednej działce bez problemu. To chyba właśnie ta „mechaniczna pewność” powoduje, że niektórzy wciąż lepiej czują się pracując z tym sprzętem niż z cyfrowym odpowiednikiem. Naturalnie długościomierze te były z upływem czasu wyposażane w cyfrowe liniały pomiarowe głównie dla wygody przy poszukiwaniu punktu zwrotnego.
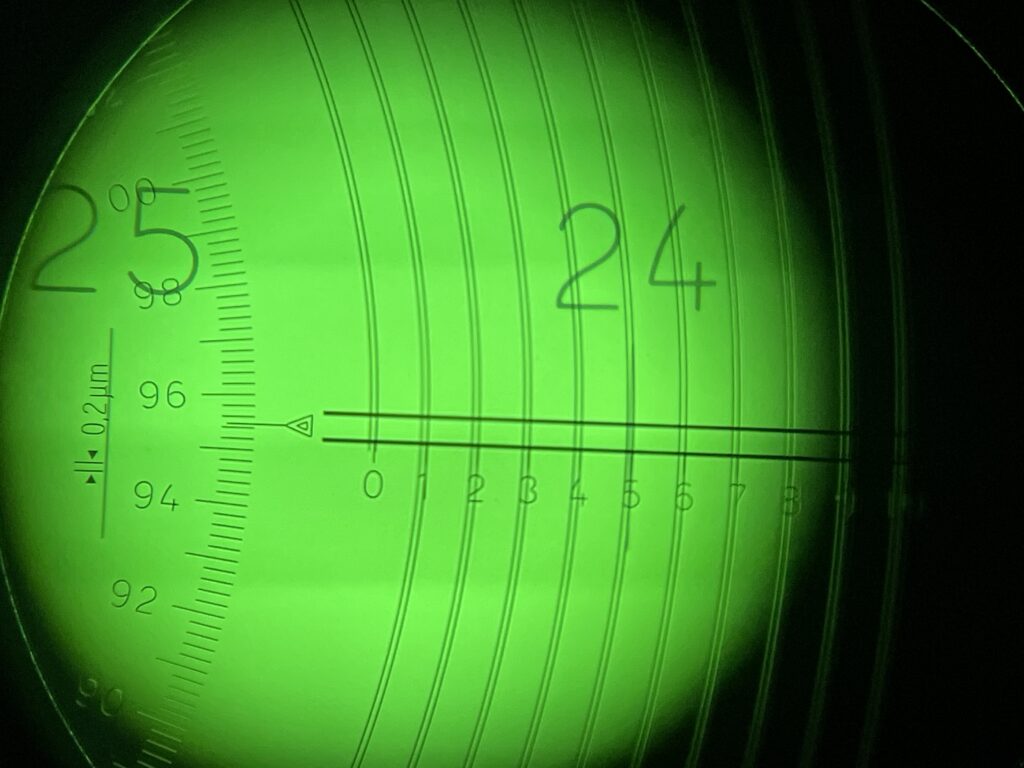
Jak wygląda odczyt z takiego okularu? Najpierw doprowadzamy do sytuacji, w której pionowa linia układa się idealnie pomiędzy zakrzywionymi, odczytując w ten sposób wartość całych i dziesiętnych milimetrów. Następnie z dodatkowej skali odczytujemy setne, tysięczne i dziesięciotysięczne:) W przykładzie poniżej wartość odczytana to: 24,4954 mm:
Spirala Archimedesa w urządzeniu takim jak długościomierz poziomy jest właściwie wolna od błędu paralaksy i koincydencji, stąd w naszym zestawieniu wygrywa jako najbardziej powtarzalny sposób odczytu z analogowego przyrządu pomiarowego. Dodatkowo dzięki tak małej działce w zasadzie eliminuje konieczność dalszej interpolacji.
Podsumowanie i wnioski
Mam nadzieję, że w artykule udało mi się przemycić coś nowego nawet w tak mocno wyeksploatowanym temacie. Absolutnie nie zgadzam się z poglądem, że analogowe przyrządy pomiarowe odchodzą do lamusa. Przytaczany często argument szybkości odczytu dla profesjonalisty pracującego z noniuszem na co dzień nie ma podstaw. Lepsza „dokładność” jest tylko pozorna, a czasem nawet na korzyść analogów (poprawność: błąd dopuszczalny taki sam, precyzja: rozrzut wskazań często w analogach mniejszy).
Na moich szkoleniach z pomiarów długości i kąta oraz z samodzielnego wzorcowania nauczysz się posługiwać noniuszem jak mistrz!







Opublikuj komentarz
Musisz się zalogować, aby móc dodać komentarz.