

Cześć! Na blogu omawialiśmy już kwestie wzorcowania suwmiarek i mikrometrów (z racji pojawienia się nowych wytycznych) tymczasem niewiele było o kalibracji czujników. W oczekiwaniu na nowe wydanie normy ISO 463, która to podobnie jak w przypadku suwmiarek i mikrometrów zastąpi DIN 878 (będący obecnie jedynie tabelą z błędami dopuszczalnymi) chciałbym jednak przybliżyć zagadnienia z tym związane. Temat dzisiejszego wpisu zatem to samodzielne wzorcowanie czujników tarczowych mechanicznych i elektronicznych.
Kwestia wzorcowania czujników nie jest może trudna technicznie, ale odbiega od wzorcowania suwmiarek i mikrometrów z kilku powodów:
- wzorcem nie jest miara materialna a drugi przyrząd wskazujący (najczęściej głowica mikrometryczna), przez co punkt pomiarowy ustawiany jest na czujniku badanym a odczyt następuje z urządzenia wzorcowego a nie wzorcowanego
- jako że czujniki pracują w sposób ciągły należy zapewnić niezaburzony rosnący a następnie malejący kierunek sprawdzania w celu wyznaczenia histerezy wskazań
- sam błąd wskazania jest wyznaczany inaczej niż klasyczne: „wartość zmierzona minus wartość wzorca” z uwagi na tzw. „pływające zero” (floating zero)
Normy i przewodniki
Pierwszą przeszkodą, jaką napotykamy chcąc stworzyć własną instrukcję wzorcowania czujników jest bałagan w normach. Mamy bowiem oto kilka standardów:
- DIN 878 stanowi źródło wymagań (uwaga: tylko dla czujników analogowych o działce 0,01 mm – to ważne, bo nie ma zastosowania do czujników mikronowych)
- ISO 463 określającą konstrukcję czujników oraz charakterystyki, bez metody sprawdzania
- ISO 13102:2013 na temat czujników elektronicznych
- ISO 9493 / DIN 2270 traktujące o diatestach
- DIN 879 dotyczące komparatorów…
Oraz dwa popularne źródła będące przewodnikami do wzorcowania:
- Dominujący w Europie VDI/VDE 2618 Blatt 11.1
- Dominujący w Azji JIS B 7503:2017, będący zresztą kompletnym dokumentem zawierającym także wymagania – w tym dla czujników o działce 0,001 mm oraz o większych niż 10 mm zakresach pomiarowych, przez co jego użyteczność jest znacząca
Przytoczone przewodniki różnią się w kwestii podejścia do wspomnianego wyżej pływającego/ stałego zera a także (co wynika z powyższego) inaczej definiują kontrolę fragmentu zakresu pomiarowego.
Na czym polega różnica?
VDI 2618-11.1 używa terminu „floating zero”. Metoda ta zakłada, że graniczne błędy dopuszczalne (MPE) obowiązują dla dowolnego punktu początkowego w zakresie pomiarowym. Przy ocenie nie bierze się pod uwagę błędu bezwzględnego w danym punkcie yi, lecz rozpiętość błędów (ye = y0 – yu).
JIS B 7503 wprowadza terminy „fixed zero” (stałe zero) oraz „transferring zero method” (metoda transferu zera) zastępując starsze określenie „floating zero” dla większej jasności terminologicznej). Transferowanie polega na wirtualnym przesuwaniu punktu odniesienia na wykresie błędów do miejsc, w których wystąpiły ekstrema w trakcie wyznaczania błędów czujnika (minimum i maksimum), aby wyznaczyć rzeczywistą rozpiętość błędów bez konieczności fizycznego powtarzania pomiarów dla wielu punktów startowych (co wiązałoby się z abstrakcyjnie dużą ilością danych)…
W praktyce różnica sprowadza się do innego ustalania punktów do weryfikacji błędów w zakresach cząstkowych a co za tym idzie samych punktów pomiarowych, ale o tym niżej.
Charakterystyki metrologiczne
Jako, że oba przewodniki bazują na ISO 463, sprawdzane charakterystyki są zdefiniowane i oznaczone tak samo, za wyjątkiem nacisku pomiarowego:
| MPEE | Błąd wskazania w całym zakresie |
| MPER | Błąd powtarzalności wskazań |
| MPEH | Błąd histerezy |
| MPEP | Błąd wskazania w części zakresu (1, 1/2 i 1/10 obrotu wskazówki) |
| MPL | Nacisk pomiarowy (tylko JIS) |
Spróbujmy przyjrzeć się każdej z nich i w możliwie prosty (dam z siebie wszystko, ale łatwo nie będzie) sposób zdefiniować sposób ich wyznaczania.
Przegląd wyposażenia do kalibracji czujników
Błędy wskazania czujnika zegarowego wyznaczymy poprzez porównanie wskazań z urządzeniem wzorcowym. Na rynku znajdziemy automaty służące do kalibracji czujników, w tym wyposażone w kamerę obserwującą pozycję wskazówki. Rozwiązanie takie jest kosztowne, stąd powinno być przedmiotem zainteresowania laboratoriów wzorcujących duże ilości czujników komercyjnie lub wewnętrznie (np. w branży automotive). Zaawansowane urządzenia do kalibracji czujników oferują np. MITUTOYO, MAHR czy FEINMESS SUHL.
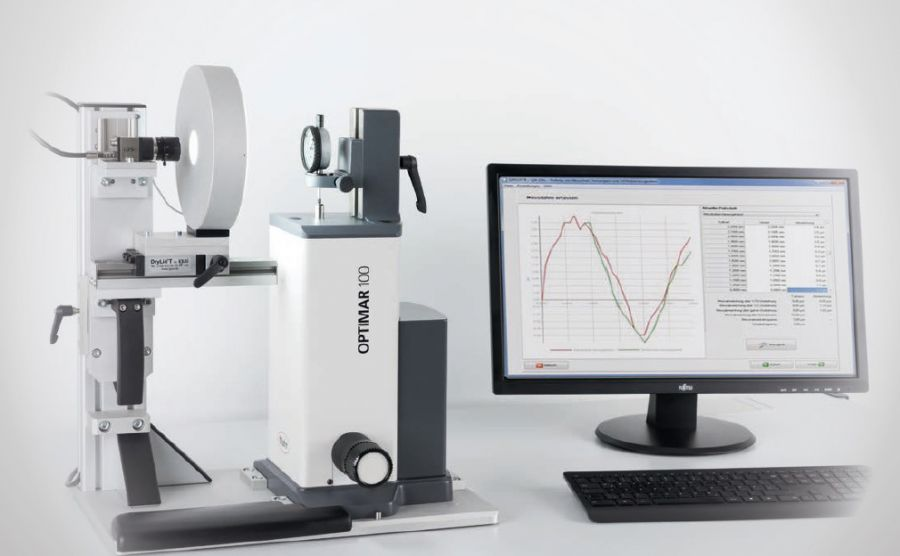
Alternatywnie duże i dobrze wyposażone laboratoria dysponujące długościomierzem poziomym mogą wzorcować czujniki z jego wykorzystaniem. Zasadnicza wada takiego rozwiązania jest jednak taka, że czujnik co do zasady powinno się sprawdzać w pozycji pionowej.
Bezsprzecznie zaawansowane rozwiązania działające w połączeniu z oprogramowaniem prowadzącym przez proces złożonego bądź co bądź procesu wyznaczania błędów na dłuższą metę okazują się znaczącym ułatwieniem…
Mniejsze laboratoria mogą wybierać spośród bardziej ekonomicznych rozwiązań opartych na głowicach mikrometrycznych. Na rynku znaleźć można masę rozwiązań różniących się błędem wskazania oraz – na co polecam zwrócić baczną uwagę: praktycznością i wygodą użytkowania.
Generalnie zasada jest taka: im większa głowica i bęben, tym precyzyjniej jesteśmy w stanie pozycjonować wskazówkę badanego czujnika. Odradzam urządzenia ze standardową (małą) głowicą mikrometryczną o tradycyjnym skoku 0,5 mm – wzorcowanie czujników w dużej ilości takim urządzeniem to udręka (osobiście nie polecam…)
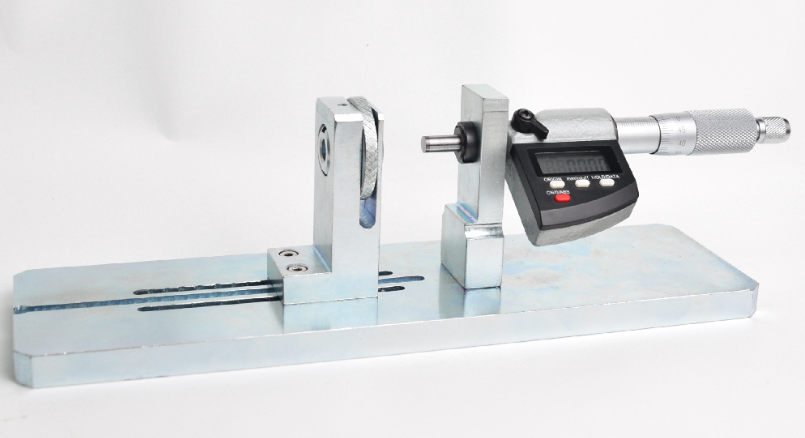
Zwracam też uwagę na dobór głowicy pod kątem zachowania odpowiedniej relacji między błędem (a najlepiej niepewnością pomiaru!) wzorca a badanego czujnika. Typowa głowica mikrometryczna nada się jedynie do czujników o działce 0,01 mm a i to niekoniecznie się broni jeśli nie zastosujemy poprawek.
Urządzenia dostępne są w różnych odmianach, w tym pozwalających na wzorcowanie diatestów czy średnicówek czujnikowych. Szeroko stosowane są także stanowiska wykonywane samodzielnie…

Wyznaczenie błędów wskazania
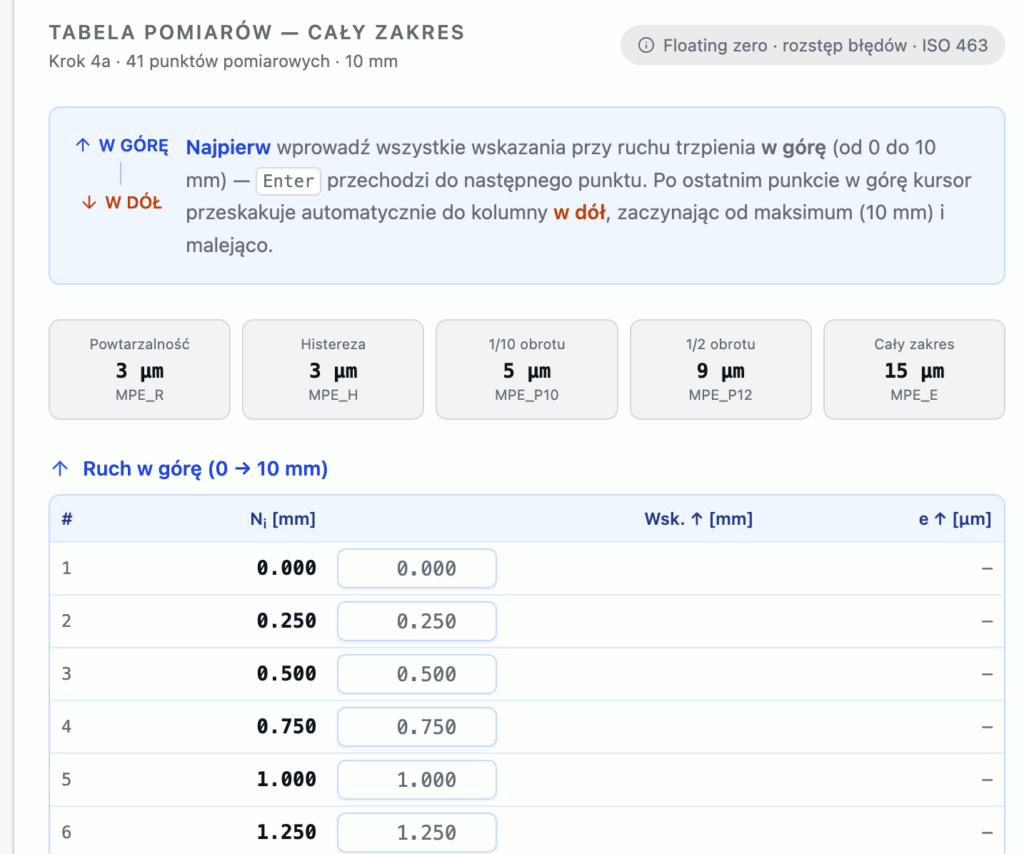
W pierwszym kroku zbieramy dane pomiarowe w kierunku rosnącym i malejącym (bez jego zaburzania – super ważne!). Doprowadzamy do zetknięcia głowicy z końcówką czujnika, obracając głowicą ustawiamy zero na czujniku sprawdzanym i zerujemy w ten sposób układ. W zależności od przyjętej metody przewodniki definiują następujące punkty pomiarowe:
VDI 2618-11.1: Wymaga równomiernego rozłożenia co najmniej 11 punktów pomiarowych na cały zakres pomiarowy, minimum 4 punkty na każdy obrót wskazówki.
JIS B 7503: Stosuje następujący schemat:
- 0–2 obrotów: co 1/10 obrotu
- 2–5 obrotów: co 1/2 obrotu
- 5–10 obrotów: co 1 pełny obrót.
- Powyżej 10 obrotów: co 5 lub 10 obrotów.
Po osiągnięciu maksimum zakresu pomiarowego czujnika, przesuwamy głowicę mikrometryczną w kierunku malejących wskazań i zapisujemy wskazania w tych samych punktach.
W przypadku „przejechania” za daleko należy powrócić głowicą część obrotu i dokonać ponownego najazdu we właściwym kierunku. W przeciwnym wypadku nie wyznaczymy właściwie błędu histerezy…
Z racji różnego podejścia JIS nie wymaga dodatkowego sprawdzania w części zakresu, gdyż jest to zrealizowane przez powyższy schemat zbierania punktów pomiarowych. W VDI/VDA natomiast sprawy się komplikują i na tym podejściu skupiam się poniżej. Trzymajcie się.
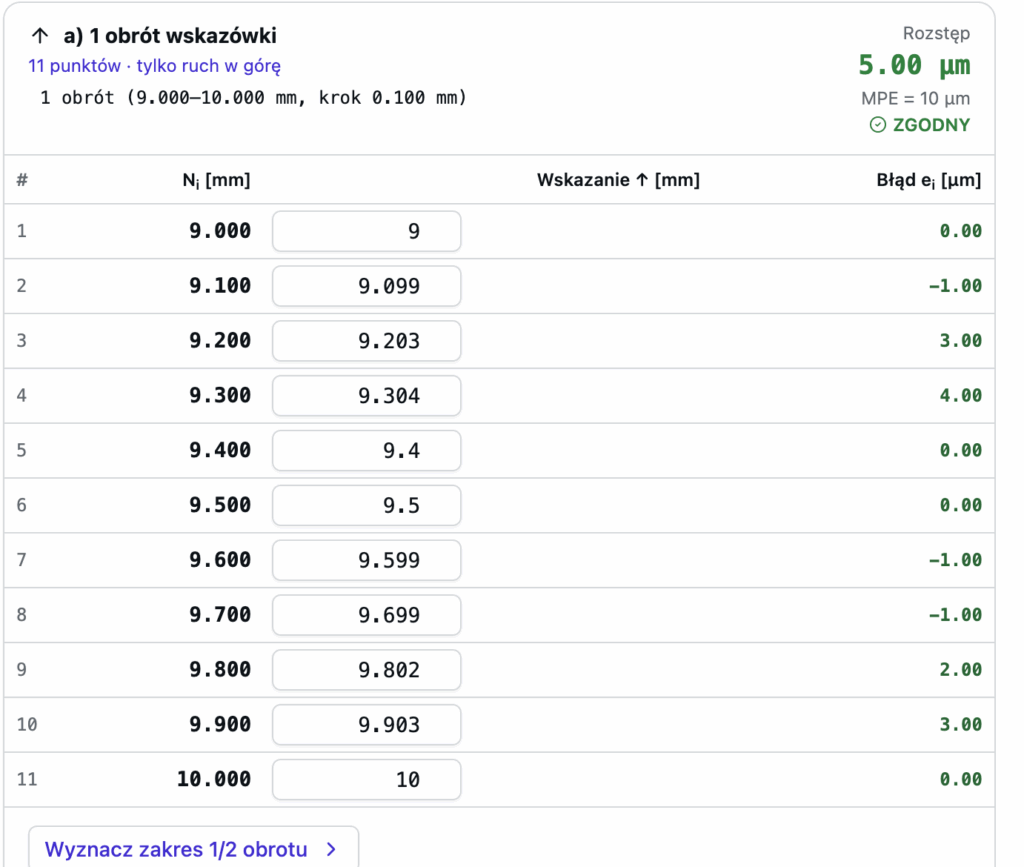
Po zebraniu danych w punktach w całym zakresie w górę i w dół analizujemy krzywą błędów aby namierzyć obszar z maksymalną odchyłką bezwzględną w całym zakresie czujnika – na wykresie oznaczony jako X. Ustawiamy ten punkt jako środek sprawdzanego zakresu cząstkowego i wykonujemy pomiar 11 punktów (tylko w kierunku rosnącym) co 0,1 x liczba działek na obrót (dla obrotu 1 mm co 0,1 mm) w celu wyznaczenia błędu wskazania w 1 obrocie wskazówki.
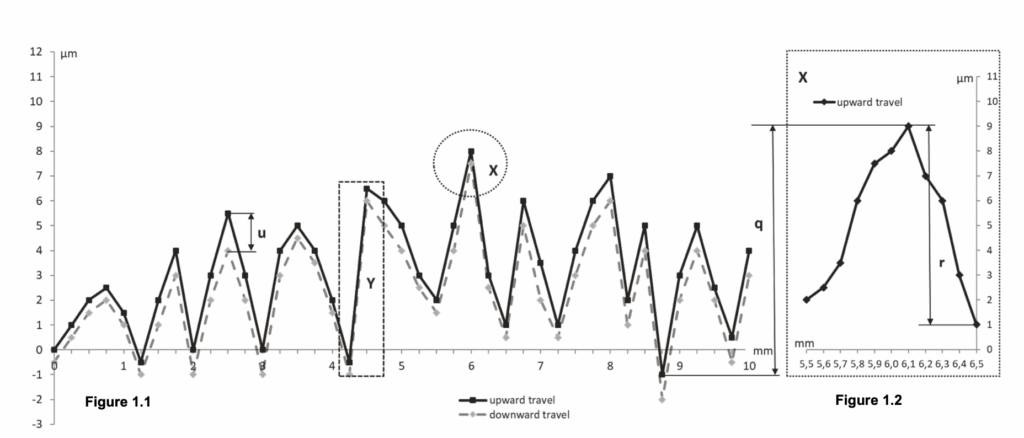
Następnie przechodzimy do wyznaczenia błędu wskazania w 1/2 obrotu wskazówki. W tym celu spośród danych ze sprawdzenia czujnika w 1/10 obrotu wyszukujemy dwa sąsiednie punkty o największej rozpiętości (różnicy w pionie – obszar Y). Ustalamy zakres 1/2 obrotu wokół punktu środkowego między tymi punktami. Mierzymy co najmniej 6 punktów w tym zakresie, ponownie tylko w kierunku rosnącym.
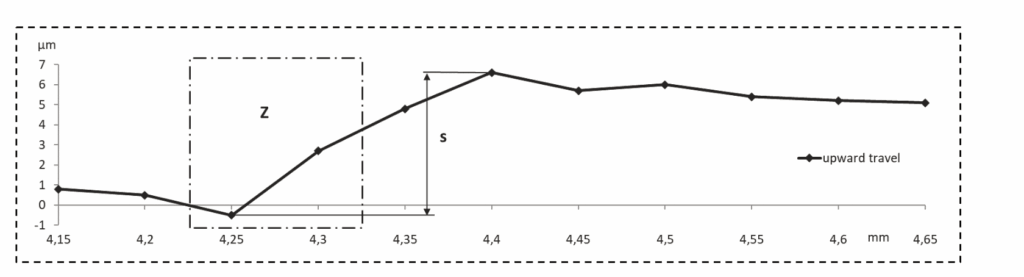
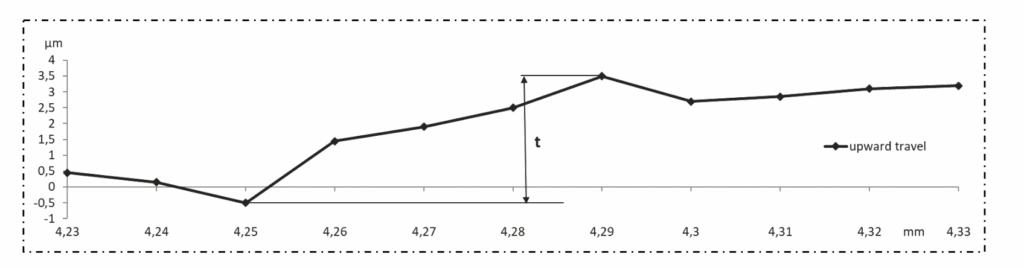
Na koniec błąd w 1/10 obrotu wskazówki. Z danych z poprzedniego kroku zidentyfikować dwa sąsiednie punkty o największej różnicy (na wykresie obszar Z) Ustalamy zakres 1/10 obrotu wokół punktu środkowego między tymi punktami i mierzymy ≥ 5 punktów w tym zakresie. Uff…
Takie wymagające postępowanie jest niczym innym niż tropieniem obszaru z potencjalnie największym błędem, co pozwoli na przyparcie czujnika do muru i jego rzetelną ocenę na tej podstawie.
Dla czujników o większym zakresie pomiarowym, przekraczającym zakres głowicy (powyżej 25 mm) wyznaczamy błąd w dodatkowych punktach mocując czujnik w statywie z płaskim stolikiem i mierząc płytki wzorcowe w dodatkowych punktach:
- Od 25 do 50 mm co 5 mm
- Od 50 do 100 mm co 10 mm
UWAGA: Sprawdzenie to nie pozwala na wyznaczenie błędu histerezy z uwagi na zawsze malejący kierunek pomiaru, ale oba przewodniki dopuszczają taką możliwość.
Błąd histerezy wyznaczamy poprzez analizę zgromadzonych danych.
Histereza to różnica wskazania w tym samym punkcie przy zmianie kierunku sprawdzania
Błędem histerezy jest najwieksza z różnic znalezionych w całym zakresie. DIN 878 niezależnie od zakresu czujnika dopuszcza maksymalnie 3 um.
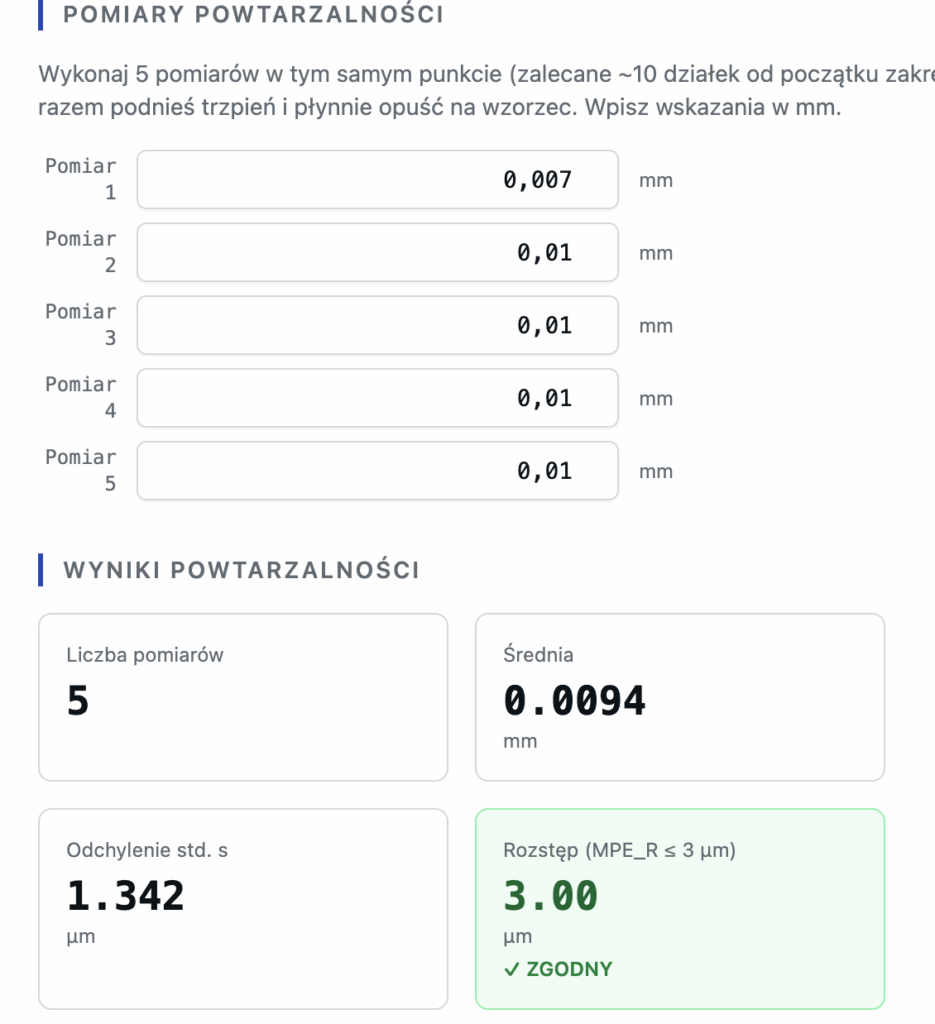
Ostatnia charakterystyka związana z MPE to błąd powtarzalności. Wyznaczymy ją stosunkowo prosto, mocując czujnik w statywie ze stolikiem płaskim i mierząc kilkakrotnie (5) płytkę wzorcową, za każdym razem podnosząc i opuszczając trzpień na płytkę. Jako wartość rozrzutu przyjmujemy różnicę między największym a najmniejszym wskazaniem.
Pozostaje nam na koniec nacisk pomiarowy, o którym mówi JIS, i który opisany jest jako MPL. Przypominam, że MPL (Maximum Permissible Limit) to skrót dotyczący odchyłek miar materialnych oraz charakterystyk przyrządów wskazujących niezwiązanych z błędem wskazania. Nacisk wyznaczymy wygodnie opuszczając trzpień na szalkę wagi. Co ciekawe w normie zdefiniowano wymaganie dla nacisku maksymalnego, natomiast minimalny i jego histerezę pozostawiono do określenia przez producenta.
Wzorcowanie czujnika cyfrowego
OK, ale jak wobec tego wszystkiego podejść do kalibracji czujnika cyfrowego? Możemy zastosować dokładnie taką samą metodę. Z racji konstrukcji nie będziemy jednak przeprowadzać kontroli w części zakresu w sposób jak w czujnikach analogowych. Zamiast tego w ramach kontroli czujnika we fragmencie zakresu sprawdzimy przedział równy 50 x wartość rozdzielczości (np. 0,5 mm da czujnika 0,01 mm).
Zwrócić należy uwagę na znaczenie błędu histerezy w czujniku elektronicznym. Zachodzi tu fundamentalna zmiana względem czujnika analogowego, mianowicie:
Wskazania w czujniku analogowym zmieniają się w sposób ciągły, natomiast w elektronicznym w sposób dyskretny.
Z racji skokowego charakteru zmiany wskazania w czujniku cyfrowym badamy niejako rozpiętość/ długość jednego wskazania przy zmianie kierunku. Rzecz do bliższego omówienia na szkoleniu, inaczej zamiast artykułu zrobi się nam praca inzynierska.
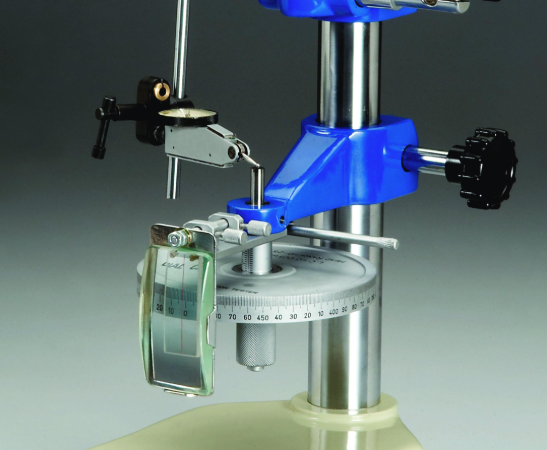
Wzorcowanie czujników z uchylnym trzpieniem (diatestów)
Czujniki z uchylnym trzpieniem – dźwigniowe, zwane popularnie diatestami dają się generalnie wywzorcować głowicą mikrometryczną po zastosowaniu odpowiedniego mocowania/ uchwytu. Na rynku znajdziecie (lub zaprojektujecie sami) urządzenia, które wyposażono w odpowiednie uchwyty, czasem doposażone w lusterko do obserwacji wskazań.
Główna różnica w procesie zbierania danych pomiarowych polega na tym, że czujnik typu diatest pracuje w kierunkach lewo/ prawo zamiast zliczać kolejne obroty. Sekwencja jest zatem następująca: wskazania w prawo rosnące, w prawo malejące; w lewo rosnące, w lewo malejące. Na tej podstawie histereza a dodatkowo dorzućmy dowolny wycinek równy 1/10 zakresu.
Przypominam o kluczowej rzeczy przy pracy z czujnikami dźwigniowymi: pozycja trzpienia do wzorcowania musi być neutralna – kąt zero. W przeciwnym wypadku wprowadzać należy korekty. W budżecie niepewności dla takiego czujnika umieszczamy zresztą składnik wynikający z nieidealnego ułożenia trzpienia…
Zapisy z wzorcowania czujnika
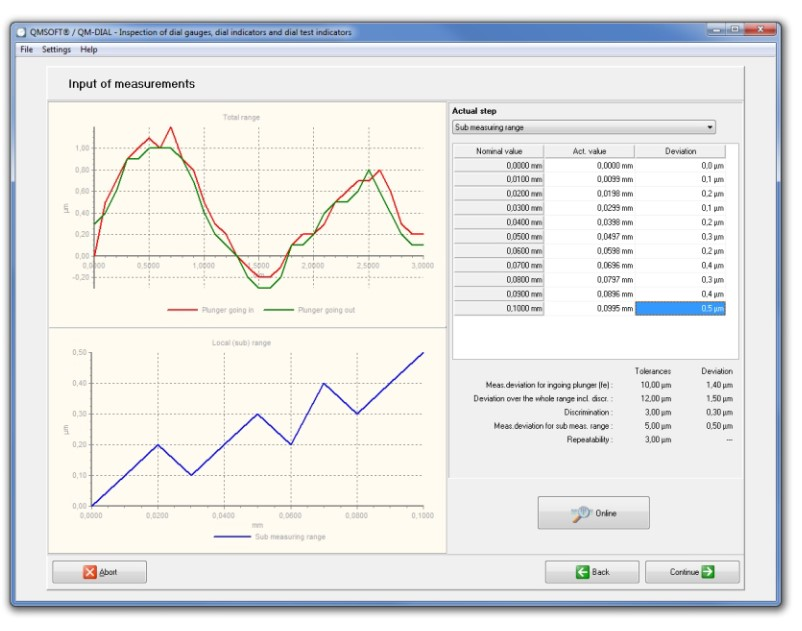
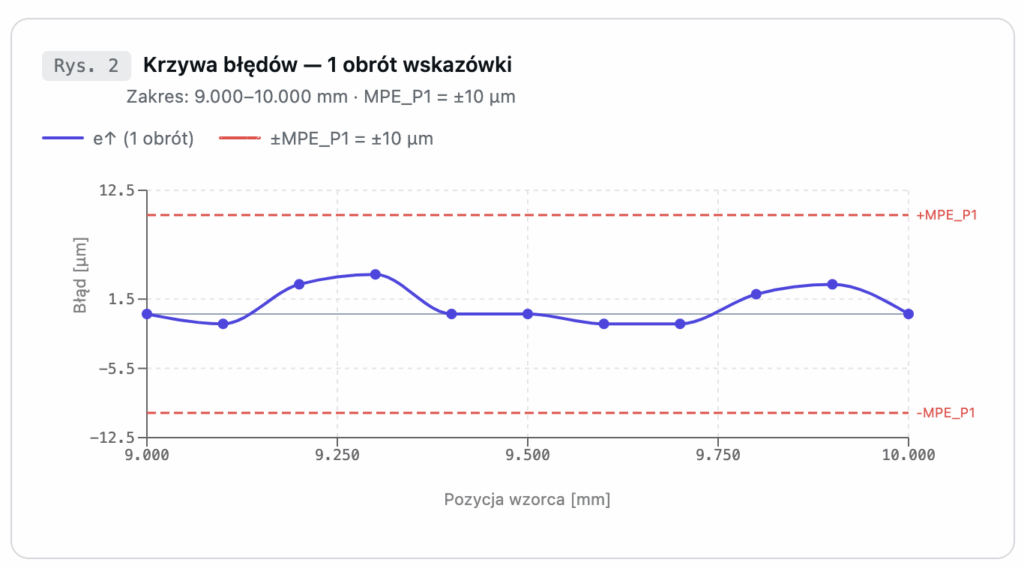
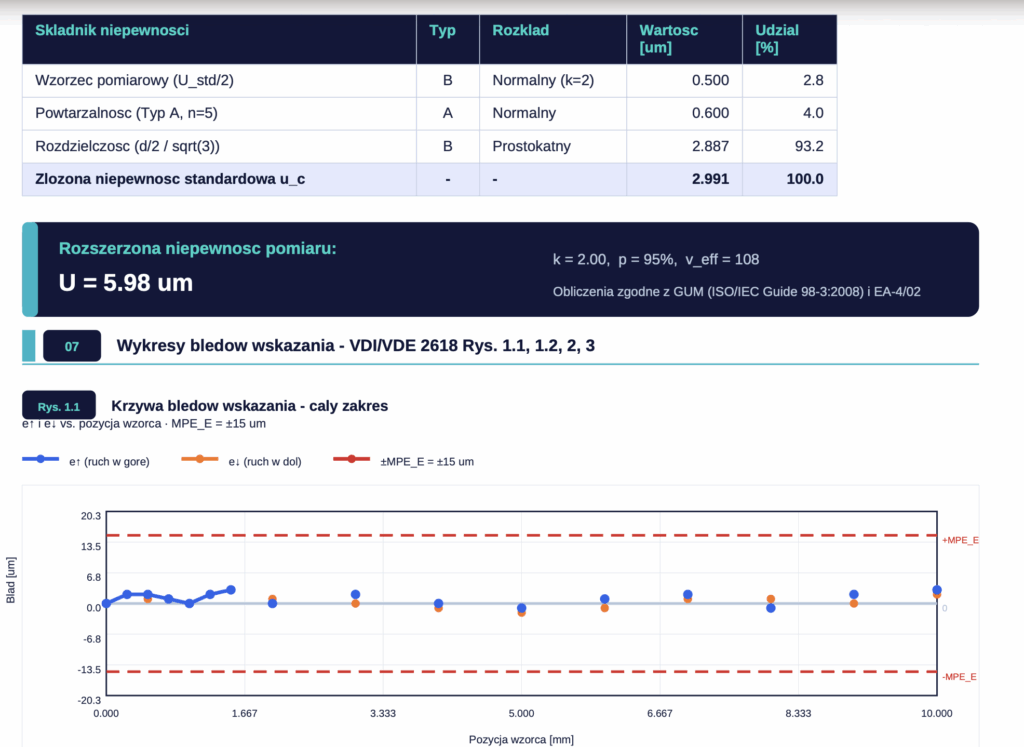
Jak widzicie mimo, że sama metoda nie jest technicznie skomplikowana, to wymaga zastosowania odpowiedniej jakości wyposażenia oraz przede wszystkim dobrze napisanego arkusza gromadzącego i analizującego wyniki lub dedykowanego oprogramowania. Z racji „obrotowego” i ciągłego charakteru pracy przyrządów czujnikowych nieodzownym elementem analizy danych jest wykres – krzywa błędów wskazań. Radzi sobie z tym Excel, ale jak się już pewnie domyślacie specjalistyczny software będzie tu bardziej funkcjonalny…
Naturalnie nie byłbym sobą gdybym nie dostrzegł potrzeby (i chęci) dostarczenia Wam nowoczesnego rozwiązania wspierającego proces wzorcowania czujników. Główne funkcje aplikacji na dziś:
- aplikacja pozwala na wybór metody VDI/VDA lub JIS
- prowadzi krok po kroku zgodnie z przewodnikiem
- automatycznie dobiera zakresy do kontroli w 1, 1/2 i 1/10 zakresu
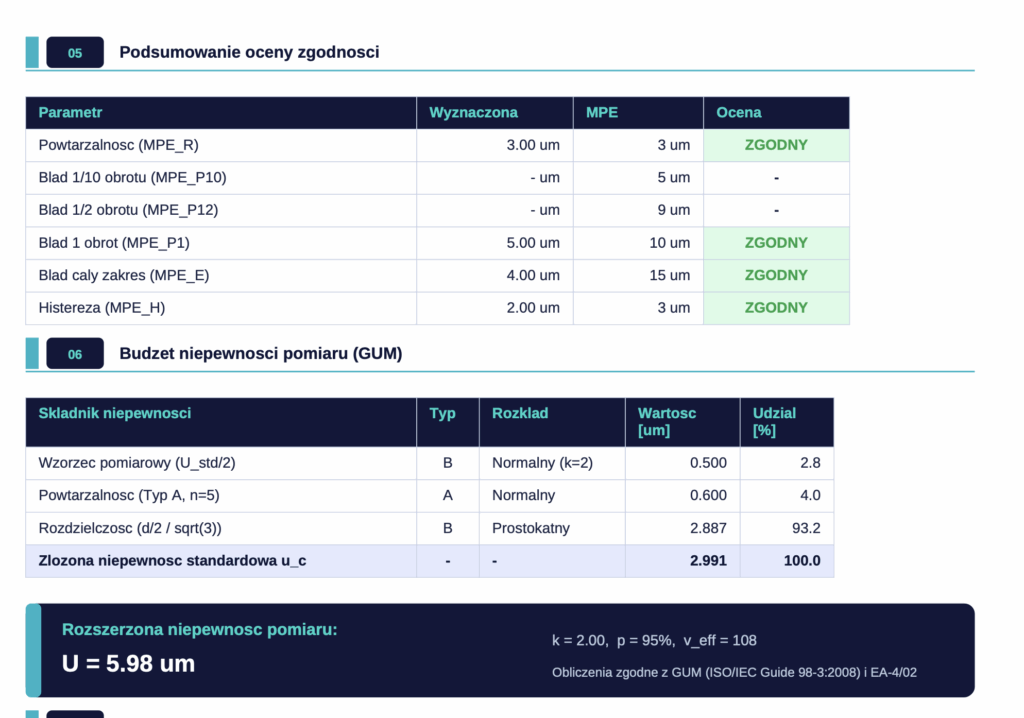
- automatycznie ocenia o zgodności z wymaganiami
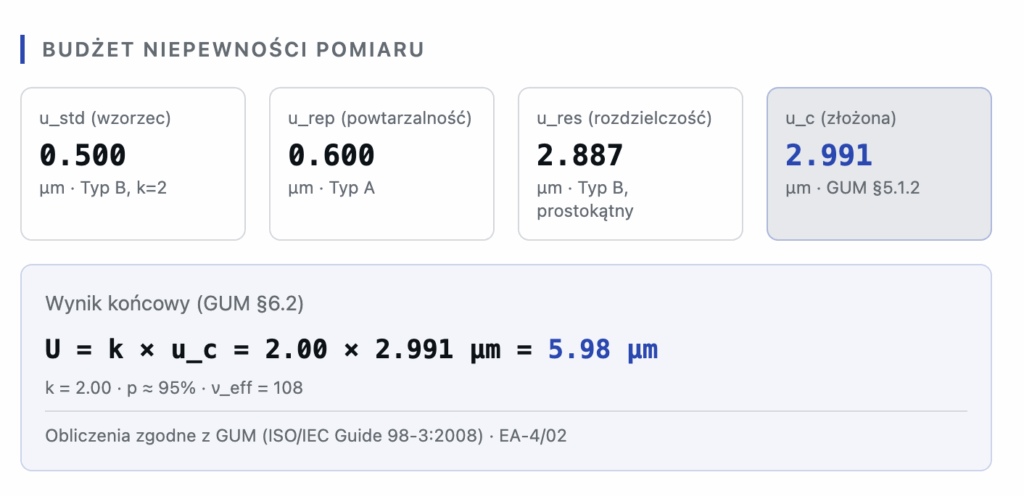
- oblicza niepewność pomiaru
- rysuje piękne wykresy
- generuje elegancki protokół kalibracji
- jest wygodna, przejrzysta i lekka
- dostępna jest w opcji przeglądarkowej i lokalnej do zainstalowania na PC
Zrzuty ekranu poniżej:
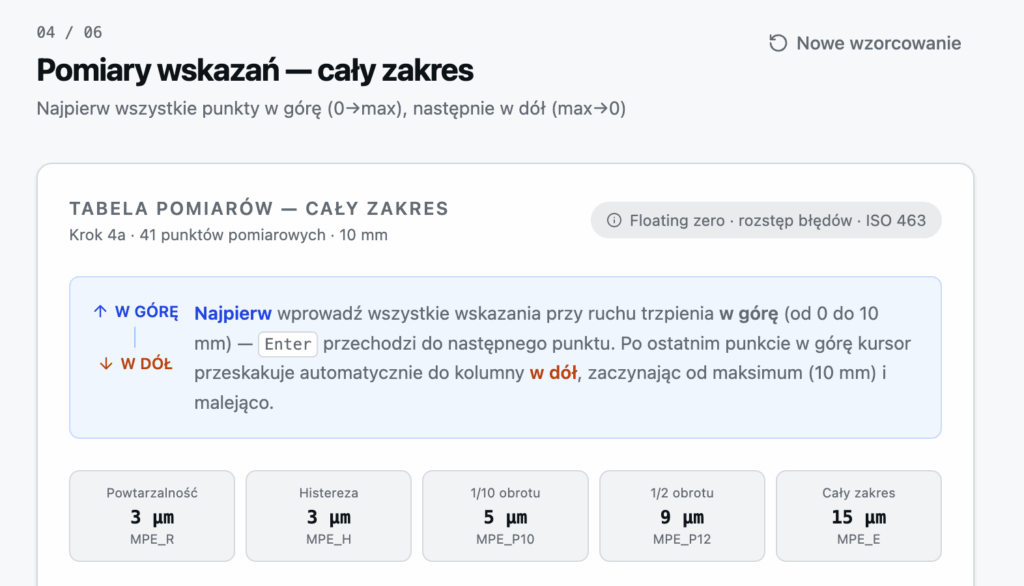
Aplikacji wyglądajcie niebawem w zakładce SKLEP, ewentualnie napiszcie do mnie jeśli chcecie ją przetestować:
Aha – subskrybenci newslettera otrzymali już eleganckie porównanie obu dokumentów dotyczących wzorcowania czujników wraz z tabelami błędów dopuszczalnych. Łatwiej im napisać własną instrukcję sprawdzania czujników:) Jeśli też chcesz korzystać z wartościowych pomocy – zapisz się poniżej:
Co dalej?
Jak widzicie wzorcowanie czujników to temat rzeka. Nie pokryłem tu w ogóle komparatorów i czujników indukcyjnych ani średnicówek czujnikowych – mam nadzieję wrócić do tego w osobnym wpisie. Można by kontynuować szczegółowe omawianie kształtów krzywych na wykresach, kwestie techniczne i naprawy czujników, ale musimy to podzielić dla zjadliwości treści…
Jeśli jednak na poważnie myślisz o samodzielnym wzorcowaniu czujników lub potrzebujesz wsparcia w opracowaniu instrukcji – odezwij się w sprawie szkolenia lub doradztwa. Chętnie pomogę zrobić to porządnie i dopasowanie do Ciebie, zwłaszcza że temat jest wybitnie złożony…





Opublikuj komentarz
Musisz się zalogować, aby móc dodać komentarz.