
Przymiary zwijane, taśmy pomiarowe, przymiary wstęgowe… Skąd wziąć dopuszczalne błędy?
Pytanie będące jednocześnie tytułem niniejszego wpisu to mój lubiony gwóźdź wbijany uczestnikom szkoleń. Sprawa o tyle śmieszna, że przymiary zwijane (popularnie nazywane „miarkami” czy „metrówkami”) to obok suwmiarek i poziomnic najbardziej rozpoznawalne urządzenia pomiarowe z dziedziny długości i kąta. Nawet dzieci na zajęciach WF mają okazję do konfrontacji – być może po raz pierwszy – z bezlitosnymi wynikami pomiaru, które decydują o uzyskanej ocenie za rzut piłką…
Tymczasem naprawdę rzadko udaje mi się trafić na osoby, które bez problemu są w stanie podać mi źródło wymagań dla tej grupy narzędzi. Nie liczę oczywiście tych spryciarzy, którzy byli w stanie odczytać wartości z opakowania nowego przymiaru, ani tych, którzy przywołują dziennik GUM, gdyż interesują mnie tylko wymagania aktualne.
Źródła wymagań dla przyrządów pomiarowych
Jak mam nadzieję wiecie, źródeł wymagań odnośnie narzędzi pomiarowych może być kilka:
- normy techniczne – najbardziej pożądane, szczegółowe dokumenty traktujące o wymaganiach oraz konstrukcji narzędzi pomiarowych (np. ISO 13385 dla suwmiarek, DIN 863-1 dla mikrometrów zewnętrznych)
- dane producenta – niestety nie wszystkie narzędzia doczekały się ustandaryzowanych wymagań i czasem nie zostaje nam nic innego niż posiłkowanie się danymi z katalogu (brak np. norm na spoinomierze czy kątomierze)
- dokumenty prawne – jeśli chodzi o narzędzia podlegające pod wymagania metrologii prawnej, a więc mogące być stosowane w pewnych obszarach zastosowań publicznych, tam źródłem wymagań są dyrektywy, na przykład interesujący nas MID (Measuring Instruments Directive) czyli DYREKTYWA 2004/22/WE PARLAMENTU EUROPEJSKIEGO I RADYz dnia 31 marca 2004 r.w sprawie przyrządów pomiarowych
- specjalistyczne normy branżowe – niektóre branże pracują w oparciu o własne dokumenty określające metodykę wykonywania pomiarów i rodzaje stosowanego wyposażenia wraz z wymaganiami, choćby kolejnictwo.
Przymiary zwijane – wymagania?
Najczęściej spotykam się z sytuacją, gdzie próbujący zastosować wymagania normatywne do przymiarów użytkownicy trafiają na dokument DIN 866: Geometrical product specifications (GPS) – Graduated rules, rules for manufacturing purposes – Design, requirements. Nie chcę tu opisywać zawartości normy DIN 866, bo nie jest to czas i miejsce, od razu jednak rozwiewam wątpliwości: norma ta dotyczy przymiarów sztywnych kreskowych (typ A) i krańcowo-kreskowych (typ B), a więc potocznie mówiąc „linijek”. Szerzej o przymiarach pisałem tutaj.
Stosowanie dopuszczalnych błędów zawartych w DIN 866 w odniesieniu do przymiarów zwijanych jest niewłaściwe.
Jaka zatem norma podaje dopuszczalne błędy dla przymiarów zwijanych, wstęgowych, taśm pomiarowych?
Przymiar zwijany, wstęgowy, a także składany są przyrządami pomiarowymi należącymi do kategorii „Materialne miary długości”, mogą być stosowane w metrologii prawnej, a co za tym idzie podlegają pod przepisy dyrektywy MID, którą możecie pobrać i poczytać choćby stąd.
Od razu słowo komentarza dla uważnych – jeżeli nie obowiązują nas wymagania prawne, to najważniejszym źródłem wymagań wobec narzędzi pomiarowych jesteśmy my sami – stoimy ponad normami. Tekst ten ma jednak na celu wskazanie źródeł wymagań, jeżeli takowe interesują.
Do rzeczy
We wspomnianej dyrektywie odnajdujemy stronę 220, Załącznik MI-008 – MIARY MATERIALNE. Zwróćmy uwagę, że dopuszczalne błędy określono jako MPE, co jest bardzo dobrym przykładem! Uwaga druga dotyczy tego, w jaki sposób definiowany jest MPE: dopuszczalny błąd pomiędzy dwiema niesąsiadującymi ze sobą wskazami podziałki.
Przymiary podzielono na 3 klasy: I / II / III. Naturalnie najczęściej spotykamy klasę II, większość miar zwijanych jest wykonana w tej standardowej dokładności. Dla bardziej wymagających przewidziano klasę I, której dopuszczalne błędy są o połowę mniejsze od drugiej, co może być zbawieniem dla wielu procesów pomiarowych wymagających względnie dokładnych pomiarów na dużych odległościach. Klasa III to przymiary zanurzeniowe oraz składane.
Jak ustalamy dopuszczalny błąd dla przymiaru?
Błąd ten wyraża się wzorem: a+ b x L, gdzie a i b odczytywane są z tabeli, natomiast L to długość mierzona wyrażona w metrach.
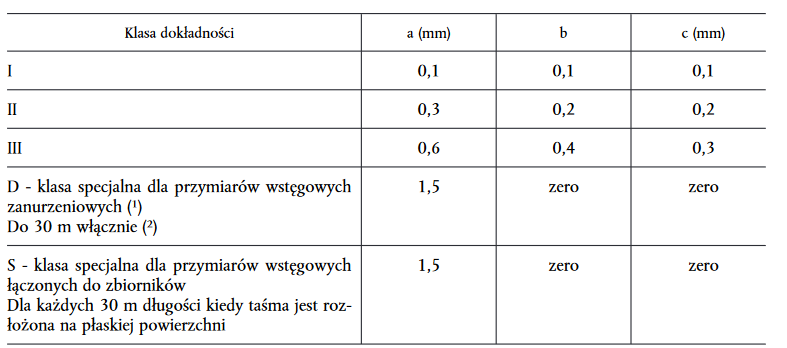
Mamy jeszcze kolumnę z wartościami współczynnika „c”, ale ma on zastosowanie tylko wtedy, gdy końcówka działki jest ograniczona przez powierzchnię. Sprawa jest generalnie banalnie prosta, ale prześledźmy 2 przykłady:
- MPE dla miary klasy II na długości 8m: 0,3 + 0,2 x 8 = 1,9 mm
- MPE dla miary klasy I na długości 8m: 0,1 + 0,1 x 8 = 0,9 mm

Swoją drogą obserwuję ostatnio wzmożony ruch w obrocie miarami klasy I, co jest pewnie znakiem rosnących wymagań i świadomości użytkowników. Sam jestem zwolennikiem stosowania takich miar (oczywiście z rozsądkiem), gdyż są zwykle dużo lepiej wykonane i solidniejsze. Najbardziej rozpowszechnione w naszym kraju są produkty marek SOLA i HULTAFORS, ale znajdziecie je też choćby w ofercie marki BAHCO.
Mam nadzieję, że pomogłem i teraz możecie z satysfakcją zaginać kumpli przy piwie! A już niebawem wrócę do piwa we wpisie, który niejako z niniejszego wynika:)
Asortyment przymiarów klasy I i II ze świadectwami wzorcowania dostępny jest na przykład w naszym sklepie:



